Dalam proses pembuatan model yang dikendalikan radio, khususnya kapal, Anda hampir selalu harus memotong benang, karena sejumlah besar sambungan yang dapat dilepas digunakan.
Hari ini saya ingin memberi tahu dan menunjukkan dengan contoh bagaimana hal ini dilakukan. Pertama-tama, harus dikatakan bahwa ulir dapat bertangan kanan atau bertangan kiri, memiliki diameter dan tinggi nada; di sebelah kanan, garis sekrup naik berlawanan arah jarum jam, dan di sebelah kiri, searah jarum jam. Oleh karena itu, namanya sesuai dengan arah putaran produk. Benang metrik ditandai dengan huruf "M", diikuti dengan angka yang menunjukkan diameternya, dan nilai setelah tanda "x" menunjukkan nada, jika tidak ditentukan, maka yang tersirat adalah nada utama, yang lebih disukai untuk setiap diameternya.


Jika perlu memotong benang ke dalam lubang, maka keran digunakan untuk melakukan pekerjaan ini.


Mereka bisa bersifat universal atau lengkap, yang mewakili satu set dua atau tiga alat, yang digunakan secara bergantian: pertama untuk pengerjaan seadanya, dan kemudian untuk finishing.


Dengan keran universal, semua pekerjaan selesai dalam sekali jalan. Pertama, sebuah lubang dibor di tempat pemasangan ulir internal diperlukan. Diameternya dipilih sesuai tabel.


Jika lubang dibor lebih besar, sambungan tidak akan memiliki profil lengkap dan kualitasnya tidak baik. Jika diameternya lebih kecil maka keran akan sulit digerakkan dan dapat menyebabkan kemacetan dan kerusakan, terutama pada material yang keras. Setelah pengeboran, betis persegi dipasang dengan aman di pengemudi dan, dilumasi dengan baik, misalnya dengan minyak, dimasukkan ke dalam lubang. Kemudian, dengan memutar kenop dengan lembut, membuat dua putaran ke depan dan setengah putaran ke belakang, dilakukan pemotongan. Setiap 4-5 putaran, keran dilepas, serpihan dikeluarkan darinya, dan setelah pelumasan, tindakan tersebut diulangi.

Terkadang Anda perlu memasang kembali atau memasang kembali batang, tiang, baut, atau poros. Sebuah dadu digunakan untuk ini. Berbeda dengan mengetuk lubang, pada batang semua pekerjaan dilakukan dalam satu kali lintasan.


Salah satu ujung batang terpasang dengan baik, misalnya, pada alat yang jelek. Yang kedua, berbentuk kerucut dan dilumasi dengan baik, Anda bisa menggunakan minyak, dipasang cetakan, dijepit ke dalam kenop. Kemudian kenop diputar dengan gerakan halus, dan setelah setiap setengah putaran, disarankan untuk memutar alat sedikit ke belakang untuk menghilangkan serpihan. Pelumasan yang baik memastikan kemudahan pergerakan dan mencegah kusam dini pada permukaan kerja alat.
Untuk memotong benang pada poros, “alat” ini digunakan.

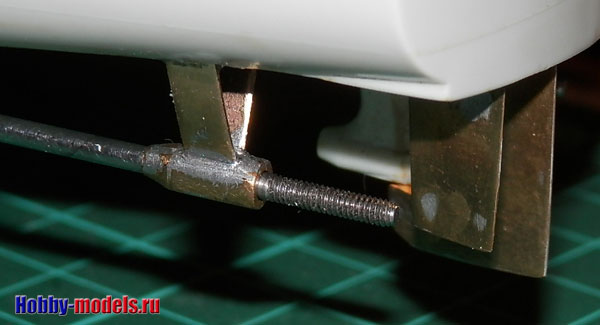
Ini berfungsi sebagai panduan, karena cukup sulit untuk memasang cetakan secara akurat, bahkan pada kerucut, dan memotong benang tepat di tengahnya. Sebuah lubang dengan diameter poros, dalam kasus kami 2 mm, dibor di bagian tipis "perangkat". Alat di bawah M2 dipasang di bagian yang tebal. Selama pengoperasian, bagian tipis diletakkan pada poros dan kemudian dilakukan pemotongan. Panduan ini memungkinkan dadu bergerak secara ketat di tengah poros. Bagian seperti itu dibuat pada mesin bubut, satu per satu untuk setiap bagian poros.
Pertanyaan tentang cara memotong ulir dengan keran muncul ketika lubang yang sudah dibuat sebelumnya perlu disiapkan untuk menampung baut, sekrup, stud, atau jenis pengikat berulir lainnya. Dalam situasi seperti itu, keran adalah alat utama yang memungkinkan Anda memotong utas internal dengan cepat dan akurat dengan parameter geometris yang diperlukan.
Jenis dan area penerapan keran
Pemotongan benang dalam dapat dilakukan secara manual atau menggunakan berbagai jenis mesin (pengeboran, mesin bubut, dll). Alat kerja yang melakukan pekerjaan utama pemotongan ulir dalam adalah mesin tangan atau mesin keran.
Keran dibagi menjadi beberapa jenis tergantung pada sejumlah parameter. Prinsip-prinsip pengklasifikasian keran berikut ini diterima secara umum.
- Menurut metode rotasi, perbedaan dibuat antara keran manual mesin dan keran mesin, dengan bantuan pemotongan ulir internal. Keran tangan mesin yang dilengkapi dengan betis persegi digunakan bersama dengan perangkat khusus dengan dua pegangan (inilah yang disebut dudukan keran). Dengan bantuan alat semacam itu, keran diputar dan benang dipotong. Pemotongan benang dengan keran mesin dilakukan pada mesin pemotong logam dari berbagai jenis, di dalam chuck tempat alat tersebut dipasang.
- Berdasarkan metode pemotongan ulir internal, perbedaan dibuat antara keran universal (melalui) dan keran lengkap. Bagian kerja yang pertama dibagi menjadi beberapa bagian, yang masing-masing berbeda dalam parameter geometrisnya. Bagian bagian kerja yang pertama mulai berinteraksi dengan permukaan yang sedang diproses melakukan pemrosesan kasar, bagian kedua - perantara, dan bagian ketiga, terletak lebih dekat ke betis - finishing. Memotong benang dengan ketukan lengkap memerlukan penggunaan beberapa alat. Jadi, jika satu set terdiri dari tiga keran, maka keran pertama untuk pengasaran, keran kedua untuk keran tengah, dan keran ketiga untuk finishing. Biasanya, satu set keran untuk memotong benang dengan diameter tertentu mencakup tiga alat, namun dalam beberapa kasus, ketika produk yang terbuat dari bahan yang sangat keras diproses, set yang terdiri dari lima alat dapat digunakan.
- Berdasarkan jenis lubang pada permukaan bagian dalam yang benangnya perlu dipotong, keran untuk lubang tembus dan lubang buta dibedakan. Perkakas untuk pemrosesan melalui lubang ditandai dengan ujung berbentuk kerucut memanjang (pendekatan), yang dengan mulus masuk ke bagian kerja. Keran tipe universal paling sering memiliki desain ini. Proses pemotongan ulir bagian dalam pada lubang buta dilakukan dengan menggunakan keran yang ujungnya berbentuk kerucut dipotong dan berfungsi sebagai pemotong frais sederhana. Desain keran ini memungkinkannya memotong benang hingga kedalaman penuh lubang buta. Untuk memotong benang jenis ini, biasanya digunakan satu set keran, yang digerakkan secara manual menggunakan kunci pas.
- Menurut desain bagian kerja, keran dapat memiliki alur pelepasan chip lurus, heliks, atau pendek. Perlu diingat bahwa keran dengan berbagai jenis alur dapat digunakan untuk memotong benang pada produk yang terbuat dari bahan yang relatif lunak - karbon, paduan baja paduan rendah, dll. Jika benang perlu dipotong pada bagian yang terbuat dari bahan yang sangat keras atau bahan kental (baja tahan karat, tahan panas, dll.), kemudian untuk tujuan ini digunakan keran, yang elemen pemotongannya disusun dalam pola kotak-kotak.

Keran biasanya digunakan untuk memotong ulir metrik, tetapi ada alat yang dapat digunakan untuk memotong ulir internal pipa dan inci. Selain itu, keran juga berbeda dalam bentuk permukaan kerjanya, bisa berbentuk silinder atau kerucut.
Bersiap untuk memotong benang internal
Agar proses pemotongan ulir internal menggunakan keran tidak menimbulkan kesulitan tertentu dan memberikan hasil yang berkualitas tinggi, maka perlu dipersiapkan dengan baik untuk operasi teknologi ini. Semua metode pemotongan benang menggunakan keran mengasumsikan bahwa lubang dengan diameter yang sesuai telah dibuat pada benda kerja. Jika ulir bagian dalam yang akan dipotong memiliki ukuran standar, maka tabel khusus dengan data sesuai dengan Gost dapat digunakan untuk menentukan diameter lubang preparasi.

Tabel 1. Diameter lubang yang dibor untuk ulir metrik standar
Jika benang yang akan dipotong tidak termasuk dalam kategori standar, Anda dapat menghitung diameter lubang untuk membuatnya menggunakan rumus universal. Pertama-tama, perlu mempelajari penandaan keran, yang harus menunjukkan jenis benang yang dipotong, diameter dan tinggi nadanya, diukur dalam milimeter (untuk metrik). Kemudian, untuk menentukan ukuran penampang lubang yang perlu dibor untuk ulir, cukup dengan mengurangi diameternya dengan pitch. Misalnya, jika pahat bertanda M6x0,75 digunakan untuk memotong ulir internal nonstandar, maka diameter lubang preparasi dihitung sebagai berikut: 6 – 0,75 = 5,25 mm.
Untuk ulir standar yang termasuk dalam kategori inci, terdapat juga tabel yang memungkinkan Anda memilih bor yang tepat untuk melakukan pekerjaan persiapan.
Tabel 2. Diameter lubang yang dibor untuk ulir inci
Pertanyaan penting untuk memperoleh hasil yang berkualitas bukan hanya pertanyaan apa yang digunakan untuk memotong benang, tetapi juga bor apa yang digunakan untuk membuat lubang persiapan. Saat memilih bor, Anda perlu memperhatikan parameter dan kualitas penajamannya, serta memastikan bahwa bor berputar di chuck peralatan yang digunakan tanpa kehabisan tenaga.
Sudut penajaman bagian pemotongan dipilih tergantung pada kekerasan material yang akan dibor. Semakin tinggi kekerasan material, semakin besar sudut penajaman bor, tetapi nilai ini tidak boleh melebihi 140°.

Bagaimana cara memotong benang yang benar? Pertama, Anda perlu memilih alat dan bahan habis pakai:
- bor listrik atau mesin bor yang mampu beroperasi pada kecepatan rendah;
- bor yang diameternya dihitung atau dipilih menggunakan tabel referensi;
- bor atau countersink, yang dengannya talang akan dikeluarkan dari tepi lubang yang sudah disiapkan;
- satu set keran dengan ukuran yang sesuai;
- dudukan manual untuk keran (drive);
- bangku wakil (jika produk yang benangnya perlu dipotong perlu diperbaiki);
- inti;
- Palu;
- oli mesin atau komposisi lain, yang selama proses pemrosesan harus digunakan untuk melumasi keran dan bagian benang yang dipotong;
- kain perca.

Fitur teknologi
Saat memotong utas internal dengan ketukan, algoritma berikut digunakan.
- Pada tempat di permukaan benda kerja yang akan dibor lubang untuk memasang benang, perlu dibuat ceruk agar masuknya bor lebih akurat, menggunakan inti dan palu biasa. Bor dipasang di chuck bor listrik atau mesin bor, yang mengatur kecepatan putaran alat yang rendah. Sebelum memulai pengeboran, bagian pemotongan bor harus diberi senyawa pelumas: pahat yang dilumasi lebih mudah masuk ke dalam struktur material yang sedang diproses dan mengurangi gesekan di area pemrosesan. Anda dapat melumasi bor dengan sepotong lemak babi atau minyak biasa, dan saat memproses bahan kental, oli mesin digunakan untuk tujuan ini.
- Jika perlu memotong benang menjadi bagian-bagian kecil, benang tersebut harus diperbaiki terlebih dahulu menggunakan alat penjepit. Saat memulai pengeboran, pahat yang dipasang pada chuck peralatan harus diposisikan tegak lurus dengan permukaan benda kerja. Anda harus melumasi keran secara teratur dan memastikan keran tidak melengkung dan bergerak sesuai arah yang ditentukan.
- Di pintu masuk lubang, seperti disebutkan di atas, talang harus dilepas, yang kedalamannya harus 0,5–1 mm (tergantung diameter lubang). Untuk tujuan ini, Anda dapat menggunakan bor atau countersink berdiameter lebih besar, memasangnya di chuck peralatan pengeboran.
- Proses pemotongan thread internal diawali dengan tap no 1 yang pertama kali dipasang drivernya. Kita tidak boleh melupakan pelumas yang harus dioleskan pada keran untuk memasang benang. Posisi keran relatif terhadap lubang yang sedang dikerjakan harus diatur pada awal pekerjaan, karena nantinya bila pahat sudah berada di dalam lubang, hal tersebut tidak dapat dilakukan. Saat memotong benang dengan keran, Anda harus mematuhi aturan berikut: 2 putaran keran dibuat searah dengan pemotongan benang, 1 - berlawanan dengan arah. Ketika keran mundur satu putaran, serpihan akan terlempar dari bagian pemotongannya dan beban di atasnya berkurang. Pemotongan benang dengan cetakan dilakukan dengan menggunakan teknik serupa.
- Setelah memotong benang dengan ketukan No. 1, alat No. 2 dipasang di driver, dan setelah itu – No. 3. Mereka diproses sesuai dengan metode yang dijelaskan di atas. Saat memotong benang dengan tap dan die, Anda perlu merasakan kapan alat mulai berputar dengan kuat. Segera setelah momen seperti itu terjadi, Anda harus memutar kenop ke arah yang berlawanan untuk membuang serpihan dari bagian pemotongan alat.

Untuk memotong ulir internal pada suatu bagian, Anda harus mengebor lubang terlebih dahulu. Ukurannya tidak sama dengan diameter benang, melainkan harus sedikit lebih kecil. Anda dapat mengetahui diameter bor untuk ulir di tabel khusus, tetapi untuk melakukan ini Anda juga perlu mengetahui jenis ulir.
Pengaturan utama
- diameter (D);
- pitch (P) - jarak dari satu belokan ke belokan lainnya.
Mereka ditentukan oleh Gost 1973257-73. Sebuah langkah besar dianggap normal, tetapi itu berhubungan dengan beberapa langkah kecil. Pitch kecil digunakan saat mengaplikasikan produk berdinding tipis (pipa dengan dinding tipis). Mereka juga membuat belokan kecil jika utas yang diterapkan merupakan cara untuk menyesuaikan parameter apa pun. Selain itu, langkah kecil di antara belokan dibuat untuk meningkatkan kekencangan sambungan dan untuk mengatasi fenomena pelepasan sendiri bagian tersebut. Dalam kasus lain, langkah standar (besar) dipotong.

Ada banyak jenis benang, karena masing-masing memiliki karakteristik pembentukannya sendiri, diameter lubang benang berbeda-beda pada setiap kasus. Semuanya ditentukan dalam standar GOST, tetapi paling sering mereka menggunakan benang metrik segitiga dan kerucut. Kami akan membicarakannya lebih lanjut.
Kita biasanya melihat ulir segitiga pada baut dan pengencang serupa lainnya, ulir berbentuk kerucut pada sebagian besar produk pipa yang memerlukan sambungan yang dapat dilepas.
Adaptasi
Untuk mengukir dengan tangan Anda sendiri, gunakan perangkat kecil:

Semua perangkat ini terbuat dari paduan yang ditandai dengan peningkatan kekuatan dan ketahanan terhadap abrasi. Alur dan alur diterapkan pada permukaannya, yang dengannya bayangan cermin diperoleh pada benda kerja.
Setiap keran atau cetakan ditandai - mereka memiliki tulisan yang menunjukkan jenis benang yang dipotong perangkat ini - diameter dan tinggi nada. Mereka dimasukkan ke dalam dudukan - kerah dan dudukan cetakan - dan diamankan di sana dengan sekrup. Setelah alat pemotong benang dijepit pada dudukannya, alat tersebut dipasang/dimasukkan ke tempat di mana Anda ingin membuat sambungan yang dapat dilepas. Dengan memutar perangkat, belokan terbentuk. Seberapa benar perangkat diposisikan pada awal pekerjaan menentukan apakah putaran akan “berbaring” secara merata. Oleh karena itu, lakukan revolusi pertama, usahakan untuk menjaga struktur tetap rata, hindari pergeseran dan distorsi. Setelah beberapa putaran, prosesnya akan menjadi lebih mudah.
Anda dapat memotong benang berdiameter kecil atau sedang dengan tangan. Jenis yang rumit (dua dan tiga arah) atau bekerja dengan diameter besar dengan tangan tidak mungkin dilakukan - diperlukan terlalu banyak usaha. Untuk tujuan ini, peralatan mekanis khusus digunakan - mesin bubut dengan keran dan cetakan terpasang padanya.
Cara memotong yang benar
Benang dapat diaplikasikan pada hampir semua logam dan paduannya - baja, tembaga, aluminium, besi cor, perunggu, kuningan, dll. Tidak disarankan melakukan ini pada setrika panas - terlalu keras, akan hancur selama pengoperasian dan tidak mungkin mencapai putaran berkualitas tinggi, yang berarti sambungan tidak dapat diandalkan.

Alat untuk pekerjaan itu
Persiapan
Anda perlu mengerjakan logam yang bersih - menghilangkan karat, pasir, dan kontaminan lainnya. Kemudian tempat pemasangan benang harus dilumasi (kecuali besi tuang dan perunggu - harus dikerjakan "kering"). Ada emulsi khusus untuk pelumasannya, tapi kalau tidak ada bisa pakai sabun yang sudah direndam. Anda juga bisa menggunakan pelumas lain:

Anda sering mendengar saran untuk menggunakan mesin atau minyak mineral atau bahkan lemak babi saat memotong benang. Mereka bekerja dengan baik, tetapi para ahli mengatakan bahwa lebih baik tidak melakukan ini - keripik akan menempel pada zat kental, yang akan menyebabkan keran cepat aus atau mati.
Proses mengiris
Saat memotong benang luar, cetakan ditempatkan tegak lurus dengan permukaan pipa atau batang. Selama pengoperasian, tidak boleh bergoyang, jika tidak belokan akan menjadi tidak rata dan sambungan akan jelek dan tidak dapat diandalkan. Belokan pertama sangatlah penting. Cara mereka “berbaring” menentukan apakah sambungan akan menjadi miring.
Dengan menggunakan ulir internal, bagian tersebut diperbaiki tanpa bergerak. Jika potongannya kecil, Anda bisa menjepitnya dengan alat penjepit. Jika pelatnya besar, pastikan imobilitasnya menggunakan metode yang tersedia, misalnya dengan memasangnya dengan palang. M
Keran dimasukkan ke dalam lubang sehingga sumbunya sejajar dengan sumbu lubang. Dengan sedikit usaha, sedikit demi sedikit, mereka mulai berputar ke arah tertentu. Segera setelah Anda merasa hambatannya meningkat, buka kembali keran dan bersihkan dari serpihan. Setelah dibersihkan, proses dilanjutkan.

Proses pemotongan foto
Saat memotong benang di lubang buta, kedalamannya harus sedikit lebih besar dari yang dibutuhkan - kelebihan ini harus mencakup ujung keran. Jika hal ini tidak memungkinkan secara struktural, ujung keran akan dipotong. Pada saat yang sama, itu tidak cocok untuk penggunaan lebih lanjut, tetapi tidak ada jalan keluar lain.
Agar putarannya berkualitas tinggi, dua ketukan atau cetakan digunakan - kasar dan finishing. Umpan pertama dilakukan sebagai umpan kasar, umpan kedua sebagai umpan akhir. Ada juga perangkat gabungan untuk menerapkan utas. Mereka memungkinkan Anda melakukan semuanya dalam satu kali jalan.
Tip praktis lainnya: untuk mencegah serpihan masuk ke area kerja, saat memotong, lakukan satu putaran penuh searah jarum jam, lalu setengah putaran berlawanan arah jarum jam. Setelah itu, kembalikan alat ke tempat Anda berhenti dan lakukan satu putaran lagi. Lanjutkan dengan cara ini sampai panjang yang dibutuhkan.
Tabel untuk memilih diameter bor untuk memasang benang
Saat membuat ulir internal, sebuah lubang sudah dibor sebelumnya. Tidak sama dengan diameter benang, karena pada saat dipotong, sebagian bahan tidak dihilangkan dalam bentuk serpihan, tetapi diperas sehingga memperbesar ukuran tonjolan. Oleh karena itu, sebelum mengaplikasikan, perlu untuk memilih diameter mata bor untuk ulir. Hal ini dapat dilakukan dengan menggunakan tabel. Mereka tersedia untuk setiap jenis ulir, tetapi berikut adalah yang paling populer - metrik, inci, pipa.
| Benang metrik | Benang inci | Benang pipa | |||||
|---|---|---|---|---|---|---|---|
| Diameter benang, inci | Jarak ulir, mm | Diameter bor, mm | Diameter benang, inci | Jarak ulir, mm | Diameter bor, mm | Diameter benang, inci | Diameter lubang berulir, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Sekali lagi perlu diketahui bahwa diameter mata bor untuk ulir diberikan besar (ulir standar).
Tabel diameter batang untuk ulir luar
Saat bekerja dengan ulir eksternal, situasinya sangat mirip - sebagian logam diekstrusi, bukan dipotong. Oleh karena itu, diameter batang atau pipa tempat benang dipasang harus sedikit lebih kecil. Seberapa akuratnya - lihat tabel di bawah.
| Diameter benang, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Diameter batang, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Penyatuan bagian-bagian struktural terjadi melalui baut, sekrup dan stud, yang pada gilirannya memiliki ulir eksternal dan internal khusus. Sambungan semacam ini disebut dapat dilepas. Baut, sekrup dan stud adalah batang silinder dengan ulir sekrup. Proses pemotongan benang dilakukan secara mekanis dan manual, pada mesin dengan alat khusus.
Metode pengolahan
Benang dalam diterapkan dengan ketukan luar- dengan mati. Keran berbentuk seperti sekrup, dengan lekukan di sepanjang bagian sekrup yang memungkinkan chip terlepas selama proses berlangsung. Bentuk geometris cetakannya menyerupai kacang. Mampu memotong benang dengan diameter hingga 52 mm. Ada yang bulat, persegi, heksagonal dan prismatik.Fitur pemotongan benang internal
Utas adalah cara yang andal untuk menghubungkan dua bagian, indikator ini meningkat secara signifikan jika utasnya internal. Pemotongan keran– penghilangan material logam menggunakan cutting edge dengan pitch yang berbeda. Operasi ini dilakukan dalam satu kali jalan. Tergantung pada tujuannya, pedang dibagi menjadi: pengerjaan logam (benang metrik dan inci), mur, master, dan cetakan. Berdasarkan jenis utas - kidal untuk membuat utas kidal dan, karenanya, kidal.ketuk metode pemrosesan
Benang internal diaplikasikan dengan keran, yang terbuat dari karbon atau baja paduan tinggi. Alat ini terdiri dari betis yang dipasang pada cup chuck dan area kerja - bagian pemotongan dengan alur memanjang dan heliks. Bagian asupan - bagian atas kerucut, melakukan pekerjaan pemotongan benang. Mengkalibrasi bagian – mengkalibrasi arah proses. Aturan pengoperasian umum:- Tidak disarankan untuk segera mengaplikasikan benang pada produk yang dibuat dengan cara dituang atau dicap. Lubang harus dibor terlebih dahulu, sehingga menghilangkan endapan karbon dan kerak;
- pada mesin bor, keran harus dipasang pada chuck yang dapat dibalik untuk mencegah kemungkinan pecah;
- talang wajib di tempat-tempat di mana pekerjaan direncanakan.

metode pemotongan pada mesin bubut
Masalah utama dengan penggunaan keran adalah pelepasan chip pada lubang 6 mm dan lebih dari 16 mm. Karena terbatasnya ruang, pelepasan chip menjadi sulit, yang dapat menyebabkan kegagalan alat. Pada mesin jenis bubut, pengaplikasian ulir menggunakan pemotong bor dan sisipan karbida dengan profil penuh atau sebagian.Fitur pemotongan benang eksternal
Benang adalah alur dengan berbagai bentuk geometris, dipotong dengan alat khusus - cetakan, pemotong benang, keran, dan roda gerinda. Benang diaplikasikan secara manual atau menggunakan mesin bubut dan pemotong.metode pemotongan dengan dadu dan ketuk
Keran adalah sekrup dengan alur lurus dan heliks, dirancang untuk memotong ulir internal. Cara pemotongan manual membutuhkan 3 ketukan: kasar, untuk pengaplikasian benang awal, sedang dan finishing. Metode pemotongan mesin dilakukan pada mesin bubut dan mesin milling. Bentuk dan tampilan cetakannya mirip dengan mur, pada bagian dalam alat terdapat gigi pemotong berbentuk kerucut untuk memotong benang luar. Mereka dibagi menjadi bentuk bulat, persegi dan heksagonal. Menurut desainnya - padat, terbelah dan dapat digeser. Untuk memastikan kelancaran cetakan melewati bagian tersebut, talang harus dilepas.metode belokan
Dalam produksi, benang dipotong menggunakan mesin bubut dan alat khusus - pemotong benang. Untuk setiap produk, indikator pitch heliks individual ditentukan dengan mengukur jarak antara putaran yang berdekatan. Bagian tersebut ditempatkan di mesin bubut, dan saat benda kerja berputar, pemotong bergerak sepanjang sumbu, menciptakan permukaan heliks. Berdasarkan ciri desainnya, pemotong ulir dibagi menjadi: prismatik, batang dan bulat/cakram. Profil ulir yang digunakan berbentuk segitiga, persegi panjang, trapesium, dorong, dan bulat.
Fitur pemasangan pipa
Dalam pemasangan pipa, 3 jenis digunakan: pada mesin bubut, menggunakan cetakan atau cetakan pipa. Dalam praktiknya, utas yang paling umum adalah tipe segitiga:- inci, dengan perhitungan pengukuran dalam inci. Benang memiliki kekuatan tinggi karena pitch yang besar dan profil yang besar. Digunakan untuk pipa air;
- metrik, diukur dalam milimeter, digunakan untuk pengencang pipa.
Pada mesin bubut, prosesnya disusun sebagai berikut: pipa dipasang pada spindel, kemudian semua kelebihan dihilangkan dengan pemotong, nada yang sesuai dipilih dan benang diterapkan.