Penggergajian hutan merupakan suatu siklus tindakan dengan menggunakan berbagai teknologi yang bertujuan untuk memperoleh kayu dari kayu bulat yang sesuai penggunaan lebih lanjut di industri Durasi dan intensitas tenaga kerja dari proses tersebut bergantung pada metode pengolahan kayu bulat yang dipilih, serta waktu dalam setahun.
Peralatan dan perlengkapan
Batang dan cabang besar digunakan untuk produksi. Semua bahan dibagi menjadi beberapa kelompok menurut ketebalan dan keberadaan kulit kayu. Seringkali, perusahaan pengolahan kayu memiliki bengkel di dekat lokasi pemanenan, di mana mesin untuk pengolahan awal kayu dipasang.

Pengupasan kayu secara manual
Kayu yang belum melewati tahap debarking dapat digunakan untuk lantai atau sebagai balok punggungan di interior yang sesuai, atau sebagai perangkat pendukung selama konstruksi.

Debarking industri hutan
Jika opsi lain untuk menggunakan kayu direncanakan, maka dilakukan penggergajian, sehingga menghasilkan segmen-segmen berikut:
- tidak bermata dan setengah bermata (bahan kasar dari mana alas lantai, dinding atau langit-langit dipasang);
- bermata (dimaksudkan untuk finishing lantai).
Pemotongan dapat dilakukan oleh organisasi keliling yang mempunyai semua alat yang diperlukan.

Peta pemotongan kayu
Penggunaan material yang rasional dipastikan dengan mematuhi peta pemotongan. Hal ini memungkinkan Anda mengurangi biaya akibat pemborosan, yang persentasenya dapat dikurangi secara signifikan oleh kartu. Alat dan jenis peralatan pengolahan hutan yang digunakan tergantung pada volume, kualitas yang diinginkan dan ukuran kayu jadi.

Yang paling umum digunakan adalah gergaji bundar dan berbagai mesin:
- jatuh tempo melingkar gergaji memungkinkan Anda melakukan pemotongan presisi ke berbagai arah. Cocok untuk profesional dan digunakan di rumah, mampu mengatasi dengan baik diameter kayu bulat di atas rata-rata;
- gergaji mesin;
- mesin untuk menghilangkan kulit kayu secara bersih;
- penggergajian pada penggergajian pita memungkinkan untuk memproses kayu gelondongan padat, ini dianggap yang paling populer, karena memberikan hasil bahan berkualitas dan sedikit limbah;
- mesin disk: produksi kayu bermata dua dan papan tidak bermata;
- bingkai penggergajian kayu tidak memerlukan pondasi, teknologi yang digunakan memungkinkan Anda memasang peralatan di dekat lokasi penebangan;
- pengukur halus diproses dengan mesin universal, hasilnya adalah bahan bangunan berkualitas tinggi bahkan dari kayu gelondongan bermutu rendah;
- penggergajian kayu bulat di perusahaan pertukangan besar harus diproduksi dengan jumlah terbesar kayu yang berbeda dari yang lain dalam kualitas khusus dan dimensi yang presisi. Untuk tujuan ini, jalur khusus dipasang untuk menggergaji.
Di penggergajian kayu, kayu dan papan bermata diperoleh dengan memotong batang kayu sepanjang 7 m dan diameter 15-80 cm sepanjang garis memanjang. Gergaji bundar memiliki satu atau beberapa piringan, memproses diameter kayu yang berbeda-beda sesuai dengan jumlahnya.

Jika Anda perlu mengolah kayu dalam jumlah sedikit di rumah, Anda bisa menggunakan gergaji mesin biasa.
Memotong kayu
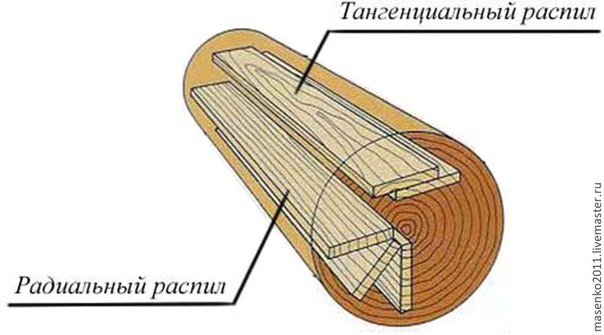
Sebelum memilih alat, Anda perlu memutuskan jenis potongan, dengan fokus pada cincin tahunan batang kayu. Ada beberapa jenis:
- radial (sepanjang radius);
- tangensial (potongannya sejajar dengan satu jari-jari dan menyentuh cincin tahunan);
- serat-seratnya terletak sejajar dengan pemotongan yang dilakukan.
Di antara metode pemotongan, salah satu yang paling cocok untuk kasus tertentu dipilih:
- Goyangan. Menggergaji kayu dengan cara ini dilakukan untuk pohon gugur dengan ketebalan batang yang kecil, ini dianggap pemrosesan yang paling sederhana. Keluaran: elemen dan pelat tanpa tepi.
- Jika Anda memiliki mesin pengolah kayu lain, Anda dapat memotong hingga 65% bahan untuk menghasilkan papan bermata dengan lebar yang sama. Pertama, balok bermata dua dan papan di sisinya dipotong, dan kemudian sejumlah tertentu diperoleh dari kayunya kayu bermata.
- Metode yang lebih spesifik adalah penggergajian sektor dan segmen. Jumlah elemen pada metode pertama bervariasi dari 4 hingga 8, dan bergantung pada ketebalan batang. Setelah pembagian, elemen dipotong dari setiap sektor sepanjang garis tangensial atau radial. Cara kedua dimulai dengan keluarnya kayu dari bagian tengah, dan papan dipotong dari ruas samping secara tangensial.
- Untuk pemotongan kayu individu, metode melingkar cocok. Hal ini didasarkan pada memutar batang kayu sepanjang garis memanjang sebesar 90° setelah setiap papan digergaji. Hal ini memungkinkan Anda memantau kualitas kayu dan segera menghilangkan area batang yang terkena dampak.
Pekerjaan manual: menggunakan gergaji mesin
Untuk pemotongan beberapa batang di rumah, tidak disarankan untuk membeli alat yang biayanya beberapa kali lebih tinggi dari harga produk jadi. Jika Anda memiliki keterampilan yang diperlukan, maka akan lebih efisien dan lebih murah untuk melakukan keseluruhannya pekerjaan yang diperlukan gergaji mesin biasa, atau peralatan rantai yang digerakkan oleh listrik. Tentu saja, pekerjaan seperti itu memerlukan lebih banyak upaya fisik dan waktu, namun biaya masalah ini berkurang secara signifikan.
Bekerja untuk sebidang kebun memerlukan pemangkasan pohon buah, dan juga dimungkinkan untuk memproduksi bahan tambahan untuknya bangunan luar, tanpa menggunakan jasa spesialis, sehingga pemilik yang bijaksana akan lebih memilih untuk membeli gergaji mesin. Paling sering, kayu jenis konifera dipanen untuk rumah, dan alat ini melakukan pekerjaan yang sangat baik untuk memotongnya. Berkat batang yang lurus, lebih mudah untuk menandai garis potong, sehingga meningkatkan kecepatan kerja. Omong-omong, para profesional paling sering menggunakan gergaji mesin, karena lebih bertenaga daripada gergaji listrik dan dapat digunakan di mana saja, terlepas dari apakah ada sumber listrik di lokasi pemotongan atau pemotongan.

Untuk menggunakan gergaji mesin untuk memotong kayu gelondongan, Anda memerlukan perangkat seperti alat tambahan gergaji, serta pemandu pemotongan dan pengencang batang alas. Perlengkapan berbentuk rangka dipasang pada alat sehingga jarak antara rantai dengan rangka itu sendiri tetap dapat diatur. Hal ini dilakukan untuk memungkinkan menghasilkan kayu jadi dengan ketebalan berbeda. Untuk peran pemandu, Anda dapat mengambil profil dengan panjang yang dibutuhkan, atau profil genap papan kayu dengan kekakuan yang cukup. Rantai khusus dipilih untuk alat ini, yang dirancang untuk memotong batang memanjang. Perbedaannya dengan yang lain terletak pada giginya yang diasah pada sudut tertentu.

Sebelum mulai bekerja, Anda tidak hanya perlu menyiapkan semua alat yang diperlukan. Terlepas dari apakah mesin pertukangan kayu ditujukan untuk mengolah batang atau alat tangan, hal pertama yang perlu Anda lakukan adalah membiasakan diri dengan peta pemotongan. Hal ini dilakukan untuk meminimalkan persentase pemborosan dan meningkatkan hasil produk yang bermanfaat.
Hal pertama yang perlu Anda khawatirkan adalah kapan potongan memanjang– kepadatan seragam papan jadi. Untuk melakukan ini, penggergaji yang kompeten memandu alat tersebut bagian timur log ke barat, atau ke arah yang berlawanan. Hal ini disebabkan kepadatan kayu bulat yang lebih tinggi di bagian utara dibandingkan di bagian selatan.
Selanjutnya, gunakan gergaji mesin untuk melepaskan pelat dari kedua sisinya sehingga diperoleh balok bermata dua. Selanjutnya digergaji sesuai dengan pola pemotongan yang dipilih pada awal pekerjaan. Solusinya adalah papan yang tidak dilapisi. Jika terdapat persentase cacat tertentu pada batang, maka pemotongan melingkar dapat dilakukan dengan batang diputar tegak lurus atau 180°.
Jumlah bahan jadi, harga pemotongan
KELUAR bahan yang bermanfaat dari tumbuhan runjung dan kayu keras berbeda persentasenya. Untuk kayu diperoleh dari pohon jenis konifera, indikator-indikator berikut adalah ciri-cirinya:
- asalkan pengoperasiannya dilakukan oleh tenaga profesional dan menggunakan penggergajian bundar, persentase kayu jadi akan menjadi yang tertinggi (80-85%);
- material tepi yang dihasilkan oleh mesin rata-rata 55-70%;
- Saat digunakan dengan gergaji mesin, papan yang tidak dilapisi menyisakan hingga 30% limbah.
Angka tersebut diberikan tanpa memperhitungkan kayu afkir jadi yang jumlahnya bisa mencapai 30%. Namun, bahan tersebut digunakan untuk produk yang memungkinkan adanya cacat tertentu.

Kayu bulat gugur menghasilkan 60% produk jadi kayu tanpa tepi dan sekitar 40% dipangkas. Hal ini dijelaskan oleh kelengkungan awal kayu bulat. Dimungkinkan untuk meningkatkan jumlah produk yang diperoleh: ini akan membutuhkan berbagai jenis mesin pengolah kayu. Jenis perangkat tertentu dapat meningkatkan jumlah kayu sebesar 10-20%. Untuk satu kubus kayu, Anda membutuhkan sekitar 10 kubus kayu bulat berdaun. Biaya pemasangan peralatan tambahan akan diganti dengan biaya kayu jadi. Garis khusus memberikan volume yang lebih besar, tetapi penggunaannya hanya disarankan pada area yang luas. Harga rata-rata menggergaji kayu di penggergajian kayu biasa adalah sekitar 150-180 rubel per meter kubik papan.
Menggergaji peta
Peta penggergajian adalah perhitungan jumlah optimal kayu jadi dari satu batang kayu. Anda dapat menghitungnya sendiri untuk setiap diameter log tertentu, atau Anda dapat menggunakannya program komputer, yang sangat memudahkan perhitungannya, dan harganya cukup terjangkau.

Atau sumbernya bisa berupa buku referensi penggergajian kayu biasa. Hasilnya adalah tabel yang dijadikan dasar. Perlengkapan penggergajian kayu harus selalu berorientasi pada datanya untuk memperoleh lebih banyak kayu jenis kayu apa pun.
Kayu diperoleh dengan cara memotong kayu gelondongan (kosong). Intinya itu adalah produk kayu ukuran tertentu dengan dua sisi sejajar bidang (permukaan). Penggergajian dapat dilakukan secara radial atau tangensial.
Pada Gambar. 1 disajikan jenis yang berbeda kayu - dari piring ke papan bermata.
Gambar 1. Jenis-jenis kayu: a - piring; b - balok dua gulungan; c - bukan papan bermata; g- seperempat; D - balok bermata empat dengan berkurangnya; e - papan setengah bermata dengan berkurangnya; g - kayu bermata bersih; h - tukang cerewet; dan - papan bermata; k - papan lidah dan alur yang direncanakan; 1- wajah; 2 - tepi; 3 - tulang rusuk; 4 - akhir; 5 - berkurang
Elemen-elemen berikut dibedakan dalam kayu: lapisan, tepi, rusuk, ujung. Muka - sisi lebar memanjang dari kayu, serta sisi mana pun dari kayu berpenampang persegi. Permukaan kayu yang terbaik mempunyai jumlah cacat yang paling sedikit, kualitas terbaik pengolahan. Muka kayu yang menghadap inti disebut muka bagian dalam, dan muka yang menghadap kayu gubal disebut muka luar. Tepi - sisi kayu yang memanjang dan sempit. Tepi - garis perpotongan dua sisi kayu yang berdekatan. Akhir - ujung sisi melintang kayu. Wane bukanlah elemen wajib dari kayu; bisa dikatakan, ini adalah elemen papan bermata yang rusak karena kondisinya yang buruk. bahan sumber(log atau blanko).
Kayu diproduksi sesuai dengan Gost 8486-86E:
1) terbuat dari kayu spesies jenis konifera- pinus, cemara, larch, cedar dan cemara;
2) dari kayu keras - beech, birch, alder, linden, aspen dan poplar.
Yang digunakan adalah sebagai berikut: papan dengan ketebalan 100 mm atau kurang dengan perbandingan lebar dan tebal 2 atau kurang; balok dengan ketebalan lebih dari 100 mm (bermata empat dan bermata dua).
Panjang kayu: kayu lunak tidak lebih dari 6,5 m, kayu keras tidak lebih dari 5 m.Untuk struktur khusus, dapat digunakan kayu dengan panjang hingga 9 m, dibuat berdasarkan pesanan khusus. Ketebalan dan lebar kayu ditentukan oleh jenisnya (Tabel 1, 2, 3).
Tabel 1. Hasil standar kayu bermata per 1 m 3 batang kayu
|
Jenis kayu |
Diameter batang kayu, mm |
Keluaran dari 1 m 3 |
|||
|
Kayu, m 5 |
Limbah kayu, m 3 |
Serbuk gergaji, m 3 |
|||
|
tumbuhan runjung |
|||||
|
Kayu keras (termasuk birch) |
|||||
Catatan:
1) Ketika mutu kayu bulat dinaikkan menjadi 1, standar hasil kayu meningkat sebesar 3%.
2) Ketika mutu kayu bulat diturunkan ke mutu 3, standar hasil kayu dikurangi sebesar 2%, ke mutu 4 - sebesar 7%.
3) Dengan pasokan campuran kayu bulat besar dan sedang, standar hasil kayu diambil sebagai rata-rata aritmatika antara kayu bulat berukuran sedang dan besar.
Tabel 2. Tebal dan lebar kayu lunak dalam mm
|
Nama |
|||
|
Paling sedikit |
Terhebat |
||
Tabel 3. Tebal dan lebar kayu keras dalam mm
|
Nama |
|||
|
Paling sedikit |
Terhebat |
||
Ujung kayu dan blanko kasar harus digergaji tegak lurus terhadap sumbu memanjang. Balok yang menyusut (dengan tidak adanya sebagian potongan pada tepinya) dengan penampang 120 x 120 mm atau lebih harus mempunyai lebar potongan pada ujung tipis paling sedikit sepertiga sisi balok.
Kadar air kayu tertinggi yang diijinkan untuk struktur penahan beban- 25%, untuk struktur yang direkatkan - 15%.
Penggunaan kayu dari kayu keras diperbolehkan untuk bagian kasau, tangga bagian dalam, lapisan dalam dinding dan partisi, trim langit-langit, lampu sorot, atap pelana, detail arsitektur interior, pengerjaan pabrik dan lantai jadi.
Penggunaan kayu birch, linden dan poplar untuk kasau tidak diperbolehkan; linden, alder, aspen dan poplar untuk tapak tangga kayu; linden dan poplar untuk membersihkan lantai.
Ketergantungan keluaran volumetrik dari pemangkasan
kayu dari metode penggergajian kayu gelondongan
Ulasovets V.G. (USFTU. Yekaterinburg, Federasi Rusia)
Pengaruh cara penggergajian kayu terhadap hasil volume papan bermata diperiksa dalam makalah ini.
Dalam praktik penggergajian, metode utamanya adalah dengan menggergaji kayu sejajar dengan sumbu memanjangnya. Penggunaan gergaji pita dan gergaji bundar memungkinkan penggergajian kayu sejajar dengan generatrix, yaitu. dalam pelarian. Dengan lokasi yang sama relatif terhadap ujung atas batang kayu, papan tanpa tepi dengan ketebalan yang sama, dipotong dengan cara berbeda, akan memiliki bentuk yang berbeda dan volume. Pada saat yang sama, hasil kayu persegi panjang bermata juga akan berbeda.
Jika papan tanpa tepi yang diteliti dan papan bermata persegi panjang yang diperoleh mempunyai tebal dan panjang yang sama, maka volumenya dapat dibandingkan dengan perbandingan lebarnya.
dimana hasil volumetrik papan bermata dari papan tidak bermata, %;
bo- lebar papan persegi panjang bermata;
b tidak.- lebar rata-rata dari aslinya papan tanpa tepi.
Kami mempelajari ketergantungan perubahan hasil volumetrik kayu bermata dari kayu tidak bermata pada metode penggergajian kayu sejajar dengan sumbu memanjang dan sejajar dengan generatrix.
DI DALAM pandangan umum lebar papan persegi panjang bermata bo untuk kedua metode pemotongan dihitung menggunakan rumus
![]() ,
(2)
,
(2)
Di mana R - radius log di bagian atas;
e vn.v.- jarak dari pusat ujung atas log ke permukaan bagian dalam papan yang diteliti;
N= (A + kamu a)/2R- ketebalan papan gergajian dengan kelonggaran penyusutan dalam pecahan diameter atas kayu gelondongan.
Lebar rata-rata papan asli yang tidak dilapisi bila digergaji sejajar dengan sumbu memanjang batang kayu (metode pertama) dihitung dengan menggunakan rumus berikut:
Di mana KE– log koefisien limpasan.
Mari kita menarik beberapa kesimpulan tentang hasil volumetrik kayu bermata dari kayu tidak bermata yang diperoleh dengan metode penggergajian pertama:
Secara konstan e vn.v./R dengan bertambahnya ketebalan papan tanpa tepi, lebar papan bermata berkurang dan volume bilah bertambah, sehingga hasil volumetrik kayu bermata berkurang. e vn.v/R= 0,45 dan log koefisien limpasan KE=1,15 dengan perubahan ketebalan papan dari 0,05 D hingga 0,2 D hasil volumetrik papan yang dipelajari yang dipotong dari kayu gelondongan dengan bentuk batang paraboloid terpotong akan menurun dari 87,5 menjadi 61,3%, dan hasil volumetrik papan bermata dengan bentuk batang kayu berbentuk kerucut terpotong akan menurun dari 87,8 menjadi 61,5%;
Dengan peningkatan e vn.v /R koefisien run-off dari papan yang tidak dilapisi meningkat dan volume bilah selama pemangkasan meningkat, sehingga output volumetrik dari kayu bermata berkurang. Misalnya, ketika menggergaji kayu dengan koefisien run-out KE= 1,3 untuk ketebalan papan 0,15 D ketika mengubah nilai e vn.v /R=0,05 hingga e vn.v /R=0,45 koefisien limpasan papan yang tidak dilapisi bervariasi sesuai dengan Kd. 1 = 1,304 sampai Kd. 1 =1,397, sedangkan keluaran volumetrik (paraboloid terpotong) akan berkurang dari 82,0 menjadi 66,6%, dan keluaran volumetrik (kerucut terpotong) akan berkurang dari 82,7 menjadi 67,4%;
Dengan peningkatan koefisien limpasan dari kayu gelondongan asli, koefisien limpasan dari papan yang tidak dilapisi meningkat, dan hasil volumetrik dari kayu bermata menurun. Misalnya saat memotong papan tanpa tepi dengan ketebalan 0,25 D pada e vn.v/R=0,25 dengan peningkatan koefisien log yang lari darinya KE=1,05 hingga KE=1,45 koefisien limpasan dari papan yang tidak dilapisi bervariasi dari Kd.1 = 1,058 hingga Kd,1 =1,511, dan hasil volumetrik kayu bermata (paraboloid terpotong) menurun dari 73,8 menjadi 58,0%; hasil volumetrik (kerucut terpotong) menurun dari 73,9 menjadi 59,1%;
Dengan bertambahnya diameter batang kayu di bagian atas, rasio ketebalan papan terhadapnya berkurang dan volume relatif bilah berkurang, sehingga hasil kayu bermata meningkat. Misalnya saat memotong papan setebal 32 mm dengan e vn.v/R= 0,3 dari kayu bulat dengan koefisien limpasan KE= 1,35 ketika diameter kayu gelondongan berubah dari 20 menjadi 50 cm, rasio ketebalan papan terhadap diameter kayu gelondongan berubah dari 0,16 menjadi 0,064, dan hasil volumetrik kayu bermata yang dipelajari meningkat dari 71,6 menjadi 79,9%; hasil volumetrik kayu bermata meningkat dari 72,6 menjadi 80,9%.
Lebar rata-rata papan tanpa tepi ketika digergaji sejajar dengan matriks generatrik kayu gelondongan (metode kedua) dihitung menggunakan rumus berikut:
Untuk kayu gelondongan dengan bentuk batang berupa paraboloid terpotong
Untuk kayu gelondongan dengan bentuk kerucut terpotong
Mari kita menarik beberapa kesimpulan tentang hasil volumetrik kayu bermata dari kayu tidak bermata yang diperoleh dengan metode penggergajian kedua:
Pada jarak yang konstan dari pusat ujung apikal kayu gelondongan ke permukaan bagian dalam papan gergajian, dengan peningkatan ketebalan papan tanpa tepi, lebar papan bermata dan tidak bermata berkurang, volume bilah meningkat. , dan hasil volumetrik kayu bermata menurun, misalnya ketika e vn.v/R=0,45 dan log koefisien limpasan KE=1,15 dengan perubahan ketebalan papan dari 0,05 D hingga 0,2 D hasil volumetrik papan bermata (bentuk batang kayu paraboloid terpotong) akan menurun dari 91,8 menjadi 66,3%, dan (bentuk batang kayu kerucut terpotong) akan menurun dari 91,9 menjadi 66,4%;
Dengan peningkatan e vn.v/R koefisien limpasan papan yang tidak dilapisi berkurang, lebar dan volumenya, serta lebar dan volume papan bermata, berkurang, dan hasil volumetrik kayu bermata berkurang. Misalnya saat menggergaji kayu gelondongan dengan koefisien limpasan KE= 1,3 untuk papan dengan tebal 0,15 D ketika mengubah nilai e vn.v /R= 0,05 hingga e vn.v /R= 0,45 koefisien limpasan papan yang tidak dilapisi bervariasi dari Kd. 2 = 1,238 hingga Kd.2 =1,18, dan hasil volumetrik kayu bermata (paraboloid terpotong) akan menurun dari 85,0 menjadi 75,5%, hasil volumetrik kayu bermata (kerucut terpotong) akan menurun dari 85,5 menjadi 75,9%;
Dengan meningkatnya koefisien limpasan dari kayu gelondongan asli, koefisien limpasan dari papan yang tidak dilapisi meningkat, dan hasil volumetrik dari kayu bermata menurun. Misalnya, ketika menggergaji papan tanpa tepi dengan ketebalan 0,25 D pada e vn.v /R=0,25 dengan peningkatan koefisien log yang lari darinya KE=1,05 hingga KE= 1,45 koefisien limpasan dari papan yang tidak dilapisi bervariasi dari Kd. 2 =1,036 sampai dengan Kd. 2 = 1,286, dan hasil volumetrik kayu bermata yang dihasilkan darinya masing-masing menurun dari 75,12 menjadi 66,3%, hasil volumetrik kayu gergajian menurun dari 75,13 menjadi 67,0%;
Dengan bertambahnya diameter kayu gelondongan, perbandingan ketebalan papan dengan diameter batang kayu di bagian atas berkurang dan volume relatif bilah berkurang, sehingga hasil kayu bermata meningkat. Misalnya saat memotong papan setebal 32mm e vn.v/R =0,3 dari log dengan koefisien limpasan KE= 1,35 ketika diameter kayu gelondongan berubah dari 20 menjadi 50 cm, hasil volumetrik kayu bermata masing-masing meningkat dari 78,8 menjadi 85,9%, hasil volumetrik meningkat dari 79,4 menjadi 86,6%.
Perhatikan bahwa, seperti halnya ketika menggergaji batang kayu yang sejajar dengan sumbu memanjang, pada metode penggergajian kedua, keluaran volumetrik kayu bermata dari kayu tidak bermata yang diperoleh dengan memotong kayu gelondongan dengan batang berbentuk kerucut terpotong sedikit lebih tinggi dibandingkan saat memotong kayu gelondongan dengan a bentuk batang - paraboloid terpotong. Hal ini dapat dijelaskan dengan volume yang sedikit lebih besar dari zona anak tangga yang terbuat dari papan tanpa tepi yang dipotong dari kayu gelondongan dengan bentuk batang paraboloid terpotong, yang berubah menjadi bilah selama produksi kayu bermata.
Perlu dicatat bahwa pada metode kedua, ketika menggergaji kayu dengan koefisien limpasan yang tinggi menjadi papan dengan ketebalan tidak lebih dari 0,1 D, dengan peningkatan e vn.v/R Ada peningkatan hasil volumetrik kayu bermata dari kayu tidak bermata. Misalnya pada kasus penggergajian kayu gelondongan yang berbentuk batang paraboloid terpotong, dengan koefisien limpasan KE= 1,5 per ketebalan papan 0,05 D pada nilai e vn.v=0, e vn.v/R= 0,1,e vn.v/R=0,2, e vn.v /R=0,3, hasil volumetrik kayu bermata dari kayu tidak bermata akan mengambil nilai 80,72, 81,52, 82,11, 82,48%, mencapai maksimum pada e vn.v/R = 0,38…0,387, masing-masing - 82,59%.
Untuk kayu gelondongan dengan bentuk batang berbentuk kerucut terpotong pada kondisi di atas, hasil volumetrik kayu bermata dari kayu tidak bermata masing-masing akan mengambil nilai 81,99, 82,73, 83,27, 83,58%, mencapai maksimum pada e vn.v/R= 0,36…0,37, masing-masing -83,64%.
Perbedaan relatif dalam hasil volumetrik kayu bermata dari kayu tidak bermata yang diperoleh pada kedua metode pemotongan dihitung dengan rumus
 . (8)
. (8)
Di mana V o . 2 - volume papan bermata pada metode penggergajian kayu yang kedua;
V o . 1 - volume papan bermata pada metode penggergajian kayu gelondongan pertama.
Saat menggergaji kayu gelondongan menggunakan metode yang dibandingkan, perbedaan relatif dalam hasil volumetrik kayu bermata dan kayu tidak bermata bisa menjadi signifikan. Misalnya saat menggergaji kayu gelondongan dengan koefisien limpasan KE= 1,25 untuk papan dengan tebal 0,1 D ketika jarak dari pusat ujung atas batang kayu ke permukaan bagian dalam papan berubah e vn.v/R= 0...0.6, perbedaan relatif dalam hasil volumetrik kayu bermata dan kayu tidak bermata berubah: untuk kayu gelondongan dengan bentuk batang paraboloid terpotong - dari 1,7 menjadi 15,9%; untuk kayu gelondongan dengan bentuk kerucut terpotong – dari 1,6 hingga 15,1%.
Studi yang dilakukan menunjukkan bahwa menguntungkan secara ekonomi bagi perusahaan yang memproduksi kayu bermata panjang, blanko dan bagian-bagiannya untuk memotong kayu gelondongan sejajar dengan generatrix.
HASIL KAYU BERDASARKAN TABEL VOLUME KAYU BULAT FIR
Koptev Artem Sergeevich 1, Weiss Andrey Andreevich 2
1 Institusi Pendidikan Tinggi Anggaran Negara Federal "Universitas Teknologi Negeri Siberia", Sarjana Kehutanan
2 Institusi Pendidikan Tinggi Anggaran Negara Federal "Universitas Teknologi Negeri Siberia", Doktor Ilmu Pertanian, Profesor Madya dari Departemen Pajak Hutan, Pengelolaan Hutan dan Geodesi
anotasi
Dari hasil penelitian ditemukan bahwa nilai standar dalam banyak kasus, volume kayu gelondongan diremehkan berdasarkan tingkat ketebalannya dibandingkan dengan rumus kerucut terpotong (-33,2-+6,4%). Di bagian log yang lebih tebal, perbedaan ini stabil dan berjumlah sekitar 10%. Pada saat yang sama, sehubungan dengan rumus bagian median, nilai tabulasi kayu cemara dalam banyak kasus melebih-lebihkan volume sebenarnya kayu bulat. Dari segi nilai, untuk 100 batang kayu perbedaannya bisa (langkah 36 cm) hingga 60.000 rubel.
KELUAR KAYU BERDASARKAN TABEL VOLUME FIR KAYU BULAT
Koptev Artem Sergeevich 1, Weis Andrey Andreevich 2
1 Universitas Teknologi Negeri Siberia, Sarjana "Bisnis Kehutanan"
2 Universitas Teknologi Negeri Siberia, Doktor Ilmu Pertanian, Asisten Profesor Inventarisasi Hutan, Pengelolaan Hutan dan Geodesi
Abstrak
Studi menemukan bahwa nilai standar dalam banyak kasus meremehkan volume kayu menurut diameter dibandingkan dengan rumus frustum (-33,2- + 6,4%). Pada bagian kayu gelondongan tebal, perbedaan ini stabil pada kisaran 10%. Dengan rumus yang sama yang diterapkan pada nilai tabulasi bagian tengah batang kayu cemara, dalam banyak kasus, volume sebenarnya dari kayu bulat ditaksir terlalu tinggi. Dalam hal nilai kayu 100 mungkin ada perbedaan (lihat langkah 36) hingga 60.000 rubel.
Pada paruh kedua abad kedua puluh, dalam perpajakan hutan, penentuan volume untuk tujuan praktis dianggap bijaksana dengan menggunakan tabel khusus. Dari semua tabel yang disusun, yang paling banyak digunakan di negara kita adalah tabel AA Kründer, umum untuk semua spesies, tanpa memperhitungkan lokasi bermacam-macam yang dipanen pada batangnya. Tabel-tabel ini kemudian dihitung ulang oleh G.M. Tursky ke dalam sistem metrik, dilengkapi oleh N.P. Anuchin dan disetujui sebagai GOST 2708-44.
Tabel lain juga digunakan dalam latihan sebelumnya. Misalnya saja, tabel Provatorov, yang disusun tanpa bahan perpajakan dasar apa pun, secara murni menghitung volume kayu bulat secara matematis, dengan asumsi satu kali proses yang konstan untuk kayu bulat dari semua spesies dan kategori.
Tabel Klimashevsky, serta tabel Provatorov, dicirikan oleh fakta bahwa volume kayu gelondongan dihitung murni secara matematis, dengan asumsi pembagiannya menjadi lima kelas, masing-masing, dengan jangka waktu 1/8, 1/4, 3/8, 1 /3 dan 5/8 puncak sedepa.
Tabel Tour, Arnold, Toursky, Rudzsky dicirikan oleh kompilasi volume kayu gelondongan berdasarkan berbagai pengamatan limpasan dan volume kayu gelondongan dari spesies yang berbeda, dan kemungkinan memberikan satu tabel umum untuk kayu gelondongan dari semua kelas dan spesies telah dikenali.
Namun, tabel-tabel ini mempunyai kelemahan tertentu. Misalnya, tabel Tour, Arnold, Toursky, Rudzki tidak disesuaikan dengan pengenaan pajak normal atas kayu gelondongan secara individual dan dapat diterima menentukan volume hanya ketika mengenakan pajak terhadap sejumlah besar kayu gelondongan secara bersama-sama, ketika diharapkan akan terjadi perataan rata-rata yang ekstrim. hasil.
Selain itu, tabel tersebut tidak menyatakan bahwa keakuratan pendugaan kayu gelondongan dipengaruhi oleh tingkat granularitas langkah ketebalan untuk diameter kayu gelondongan dan panjang total kayu gelondongan. Ketika mengambil langkah yang sangat besar untuk kayu gelondongan berdiameter 4 cm, meja untuk kayu gelondongan tunggal atau untuk sejumlah kecil kayu gelondongan akan menghasilkan kesalahan yang besar karena pembulatan diameternya.
Dalam praktik kehutanan modern, diketahui hubungan antara karakteristik seluruh tegakan hutan dengan parameter individu pohon pada tegakan pohon tersebut. Misalnya, menurut penelitian, kepadatan tegakan pohon yang ditanam mempengaruhi kualitas kayu. Untuk meningkatkan kualitas kayu, diperlukan kepadatan tegakan yang lebih besar pada tahap awal rotasi untuk mengurangi pertumbuhan cabang di bagian bawah batang, mempercepat kematian dan pembersihan sendiri batang. Pada tahap akhir rotasi penebangan, tegakan pohon yang relatif jarang diinginkan untuk membersihkan cabang dan mempercepat pertumbuhan berlebih dari buku-buku. Sebagaimana diketahui, semakin besar massa jenis maka semakin kecil limpasan dan sebaliknya, semakin rendah massa jenis maka semakin besar pula limpasan, yang pada gilirannya, seperti sudah jelas dari materi yang disajikan, sangat mempengaruhi keakuratan penentuan volume bermacam-macam. .
Penting juga untuk memperhitungkan pengaruh penebangan terhadap karakteristik tegakan hutan yang diperbarui berikutnya. Diketahui bahwa penjarangan memberikan kontribusi terhadap peningkatan yang signifikan pada diameter batang setinggi dada, pertumbuhan tinggi badan, rasio ukuran tajuk terhadap batang, lebar tajuk, namun menyebabkan penurunan tinggi batang terhadap diameter setinggi dada. Limpasan batang juga meningkat secara signifikan, sehingga penentuan pasokan kayu ternyata dilebih-lebihkan sebesar 2-15%, terutama untuk pohon pada tegakan yang jarang.
Perdagangan internasional produk kayu berkembang sangat dinamis. Menurut FAO, ekspor kayu bulat global untuk dekade terakhir secara kuantitatif meningkat sebesar 8 juta m 3. Hal ini difasilitasi oleh terus meningkatnya konsumsi kayu global di berbagai sektor perekonomian dan semakin pentingnya kayu sebagai bahan alami yang ramah lingkungan. materi universal. Perdagangan internasional kayu mentah saat ini berkembang seiring dengan meningkatnya volume konsumsinya. Eksportir utama kayu bulat di dunia adalah Rusia, Selandia Baru, dan Amerika Serikat, dan importir utama kayu mentah adalah Tiongkok, Austria, dan Jerman. Faktor utama dalam pertumbuhan volume perdagangan internasional Saat ini terjadi peningkatan konsumsi kayu di dunia, dan dalam beberapa tahun ke depan tren tersebut di pasar dunia akan terus berlanjut.
Studi eksperimental. Penelitian ini dilakukan di kehutanan distrik Biryusinsky dari perusahaan kehutanan pendidikan dan eksperimental Universitas Teknik Negeri Siberia. Pengukuran kayu bulat cemara Siberia dilakukan di gudang bawah. Selanjutnya volume kayu bulat ditentukan dengan berbagai cara. Hasil meter kubik kayu dari batang kayu ditentukan dengan menggunakan Tabel 1 di bawah.
Tabel 1 - Penentuan hasil kayu
|
Jenis kayu |
Diameter batang kayu, cm |
Keluaran 1m 3 |
|||
|
kayu, m 3 |
limbah kayu, m 3 |
serbuk gergaji, m 3 |
|||
|
tumbuhan runjung |
|||||
|
Kayu keras (termasuk birch) |
|||||
Catatan: Ketika mutu kayu bulat meningkat menjadi 1, standar hasil kayu meningkat sebesar 3%. Ketika mutu kayu bulat diturunkan ke mutu 3, standar hasil kayu dikurangi sebesar 2%, ke mutu 4 – sebesar 7%. Dengan pasokan campuran kayu bulat besar dan sedang, standar hasil kayu diambil sebagai rata-rata aritmatika antara kayu bulat berukuran sedang dan besar.
Seperti dapat dilihat dari tabel, sekitar 50% volume seluruh kayu gelondongan adalah kayu. Perlu dicatat bahwa pohon jenis konifera memiliki hasil kayu yang lebih tinggi daripada pohon gugur.
Di bawah ini adalah tabel berapa meter kubik kayu gergajian, limbah kayu dan serbuk gergaji yang keluar jika menggunakan hasil perhitungan menggunakan rumus kerucut terpotong dan data tabel (Tabel 2), serta menggunakan rumus bagian median (Tabel 3). Volume ditemukan untuk satu log dan untuk seratus log. Perbedaan antara kedua hasil kayu tersebut juga ditampilkan dalam persentase. Hasil kayu yang diperoleh dengan perhitungan menggunakan rumus kerucut terpotong pada tabel pertama dan rumus penampang median pada tabel kedua diambil 100%.
Selain itu, harga kayu yang diperoleh dari 100 batang kayu juga dihitung, yang volumenya ditentukan dari data tabel dan rumus kerucut terpotong (Tabel 3), serta dari data tabel dan rumus bagian median (Tabel 4). Selain itu, perbedaan antara biaya kayu telah diketahui.
Kesimpulan. Analisis komparatif menunjukkan bahwa nilai standar dalam banyak kasus meremehkan volume kayu gelondongan berdasarkan tingkat ketebalan dibandingkan dengan rumus kerucut terpotong (-33,2-+6,4%). Di bagian log yang lebih tebal, perbedaan ini stabil dan berjumlah sekitar 10%. Pada saat yang sama, sehubungan dengan rumus bagian median, nilai tabulasi kayu cemara dalam banyak kasus melebih-lebihkan volume sebenarnya kayu bulat. Dari segi nilai, untuk 100 batang kayu perbedaannya bisa (langkah 36 cm) hingga 60.000 rubel.
Dengan demikian, penggunaan rumus kerucut terpotong dapat secara signifikan mengurangi kesalahan dalam menentukan volume kayu cemara dalam kaitannya dengan wilayah taiga pegunungan Sayan Timur setempat.
Tabel 2 - Hasil kayu
|
Volumenya, m3 1)GOST 2708 2) terpotong kerucut |
Hasil kayu, m3 |
Hasil limbah kayu, m3 |
Hasil serbuk gergaji, m3 |
Perbedaan, % |
|||||
|
100 log |
100 log |
100 log |
|||||||
Lanjutan Tabel 2
|
Kelompok kayu menurut ketebalannya, cm |
Volumenya, m3 2) terpotong kerucut |
Hasil kayu, m3 |
Hasil limbah kayu, m3 |
Hasil serbuk gergaji, m3 |
Perbedaan, % |
||||
|
100 log |
100 log |
100 log |
|||||||
Tabel 3 - Hasil kayu
|
Kelompok kayu berdasarkan ketebalannya |
Volumenya, m3 2) bagian rata-rata |
Hasil kayu, m3 |
Hasil limbah kayu, m3 |
Hasil serbuk gergaji, m3 |
Perbedaan, % |
||||
|
100 log |
100 log |
100 log |
|||||||
Tabel 4 - Biaya kayu
|
Hasil kayu per 100 batang kayu |
Penyimpangan, gosok |
||||
|
Kelompok kayu berdasarkan ketebalannya |
Rumus kerucut terpotong |
||||
Bibliografi
- “Perjanjian Eropa mengenai Pengangkutan Internasional Barang Berbahaya melalui Jalan Darat” (ADR/ADR) (Disimpulkan di Jenewa pada tanggal 30 September 1957).
- Orlov M.M. Perpajakan berbagai jenis kayu industri // Pajak hutan. 1932. Bab 14. Dengan. 74-75.
- Sifat kayu gergajian pinus Skotlandia dipengaruhi oleh kepadatan tegakan awal, Penjarangan dan pemangkasan: Pendekatan berbasis simulasi: Dokl. / IkonenVeli-Pekka, Kellomoki Seppo, Peltola Heli // Silva fenn. 2009. 43. No. 3. hal. 411-431.
- Efek jangka panjang dari penjarangan prakomersial pada dimensi batang, bentuk dan karakteristik cabang pohon cemara merah dan cemara balsam di Maine, AS: Report_ / Weiskittel Aaron R., Kenefic Laura S,. Seymour Robert S., Phillips Leah M. // Silva fenn. 2009. 43. No. 3. hal. 397-409.
- Varivodina I.N. , Kuznetsova E.V. , Perelygina O.G. Fitur penentuan volume kayu bulat di Rusia dan luar negeri // JURNAL ILMIAH SISWA EROPA. 2014. No.1.
Saat menggergaji kayu, penting untuk segera menghitung berapa konsumsinya, karena hal ini akan mempengaruhi harga kayu. Hasil produk jadi mungkin berbeda. Itu semua tergantung pada kualitas kayu yang digunakan dan apakah tindakan diambil untuk mengoptimalkan pemotongan. Ada langkah-langkah khusus untuk meningkatkan efisiensi kerja, membuat hasil lebih baik, dan kualitas penggergajian lebih tinggi. Sebelum menggergaji, Anda perlu menghitung semuanya terlebih dahulu. Hal ini tidak sesulit kelihatannya, namun konsumsi kayu bulat akan optimal dan menguntungkan untuk memperoleh hasil yang prima.
Cara meningkatkan efisiensi pemotongan
Agar hasil kayu menjadi signifikan, perlu dilakukan tindakan khusus untuk meningkatkan efisiensi proses:
- Perhitungan sebaiknya dilakukan hanya jika menggunakan program khusus, secara manual hasilnya rendah, dan persentase cacatnya tinggi.
- Kayu bulat tersebut harus disortir terlebih dahulu agar pengolahannya dapat dilakukan dengan benar.
- Untuk memotong Anda perlu menggunakan peralatan Kualitas tinggi. Jika tidak, jumlah limbah akan banyak dan kualitas kayu yang dihasilkan akan rendah.
- Yang terbaik adalah memotong kayu lebar terlebih dahulu, kayu sempit membutuhkan waktu lebih lama untuk diproses.
- Tidak disarankan untuk mengambil log yang panjang.
- Sebelum bekerja, Anda harus menyiapkan peralatan.
Hasil kayu jadi dapat bervariasi. Harus diingat bahwa pada tahap pertama papan diperoleh, kemudian disortir. Akibatnya persentasenya semakin menurun, misalnya pada pohon gugur hanya 10-20%.
Cara mengoptimalkan pemotongan

Untuk meningkatkan hasil kayu, proses pemotongan harus dioptimalkan. Hal ini berlaku terutama untuk benda kerja yang memiliki kelengkungan signifikan. Untuk memotong kayu bulat yang bengkok, Anda perlu melakukan beberapa langkah:
- Pertama, hanya kayu yang cocok yang dipilih untuk pekerjaan itu. Jika sisa batang kayu sudah busuk, bertunas, atau retak di ujungnya, maka beberapa area perlu dipangkas.
- Jika inti busuk ditemukan selama pekerjaan, Anda dapat menghapusnya dengan hati-hati, dan kemudian melihat sisanya. Hal ini akan menghindari kerugian besar dan memperoleh papan dengan panjang 1 m atau lebih dengan kualitas yang dibutuhkan.
- Disarankan menggunakan kayu bulat dengan diameter lebih besar agar persentase hasil lebih tinggi. Koefisiennya bisa 1,48-2,1, tapi itu semua tergantung diameter, kualitas kayu bulat, penyortiran, dan peralatan. Untuk toko bingkai, koefisien ini adalah 1,48-1,6, dan untuk garis dengan peralatan penggilingan– 1,6 untuk hutan luas. Dengan diameter kayu bulat 12 cm atau lebih, koefisiennya bisa melebihi 2,1.
Volume sampah setelah digergaji
Ke papan jadi keluar dengan persentase yang tinggi, segala sesuatunya harus dipersiapkan dengan baik, pekerjaan harus dilakukan hanya sesuai dengan teknologi. Kayu bulat dari spesies jenis konifera dan gugur menghasilkan hasil yang berbeda-beda. Dalam kasus terakhir, volumenya lebih kecil, meskipun peralatan tambahan khusus digunakan. Jarum dianggap lebih nyaman untuk digergaji, karena batangnya lurus dan diameter batangnya lebih besar. Hutan jenis konifera tidak mudah membusuk, sehingga limbah yang dihasilkan lebih sedikit. Untuk kayu keras, biasanya digunakan 2 teknologi pemotongan:

- menggunakan penggergajian pita pada Z75, Z63;
- menjadi runtuh, ketika setengah balok dipotong di inti material dan dilewatkan melalui mesin multi-gergaji.
Volume penggergajian pita adalah 40-50%. Bila menggunakan teknologi untuk keruntuhan, hasilnya berbeda-beda, dapat ditingkatkan hingga 70%, tetapi biaya pekerjaan tersebut lebih tinggi. Jika Anda memotong kayu bulat yang panjangnya 3 m, terlihat persentase sisa yang cukup besar, dan sisa bahan memerlukan pengolahan. Ini berlaku untuk sebagian besar dengan papan 22x105(110, 115)x3000 mm. Ada banyak pilihan untuk pernikahan seperti itu. Misalnya, lubang cacing yang tidak lagi cocok untuk sebagian besar pekerjaan.
Setelah disortir, volume material kayu keras yang termasuk grade 0-2 hanya akan berjumlah 20-30% dari jumlah yang diperoleh setelah digergaji. Artinya, dari total massa kayu bulat yang dipanen, rendemen papan biasa hanya 10-20%. Bahan-bahan yang tersisa terutama digunakan untuk kayu bakar. Untuk kayu bulat jenis konifera, hasilnya akan berbeda, tetapi perhatian harus diberikan pada nilai rata-rata volume yang dihasilkan yang diamati.
Hasil kayu
Agar hasil kayu menjadi optimal, banyak kondisi yang harus diperhatikan. Untuk menghitung dengan benar, Anda dapat memperhatikan contoh hasil kayu bulat. Data diperoleh dari pengalaman nyata para spesialis dan dari kinerja pabrik penggergajian kayu. Hal ini memungkinkan untuk membandingkan persentase dan menghitung angka rata-rata yang optimal.
Untuk tumbuhan runjung, solusi berikut mungkin dilakukan:

- Untuk papan yang tidak dilapisi dan bahan lain yang tidak dilapisi selama penggergajian, hasilnya akan menjadi 70%. Ini adalah jumlah bahan yang diperoleh selama pengolahan, jumlah limbahnya sama dengan 30%.
- Untuk material tepi, jika menggunakan sawmill 63, 65, 75, rendemen kayu akan lebih rendah, hanya sekitar 45%. kamu pabrik penggergajian pita hasil biasanya sampai 55-60% bahan jadi. Jika Anda menggunakan cara untuk meningkatkan efisiensi, Anda dapat mencapai 70%, meskipun hal ini memerlukan pengalaman hebat bekerja.
- DENGAN penggergajian cakram Anda bisa mendapatkan kayu dalam jumlah 70-75%, meskipun dengan menggunakan metode untuk meningkatkan efisiensi mungkin bisa mencapai 80-75%. Tapi pengalaman kerja diperlukan.
Menurut GOST 8486-86, untuk kelas 0-3, persentase hasil, tidak termasuk penyortiran, adalah sekitar 70%.
30% lainnya dapat tersisa untuk menolak bahan jadi. Bahan yang ditolak tidak dibuang begitu saja, melainkan digunakan untuk pembuatan kayu jenis lain yang memungkinkan adanya cacat tertentu.
Untuk kayu bulat gugur, persentase hasil yang berbeda diamati:
- Untuk bahan tanpa tepi – 60%.
- Untuk kayu bermata - hingga 35-40%, karena kelengkungan kayu keras asli biasanya besar.
Outputnya dapat ditingkatkan; peralatan tambahan digunakan untuk ini. Ini bisa berupa mesin multi-gergaji khusus, mesin pemangkas tepi, atau mesin pelat. Dalam hal ini, hasil kayu akan meningkat sekitar 20%. Persentase yang diberikan diberikan berdasarkan data perolehan papan kelas 0-4. Pada penyortiran grade 0-1, persentase kayu yang diperoleh adalah 10%. Untuk mendapatkan kubus bahan kayu keras bermata jadi, Anda perlu memotong 10 kubus kayu bulat asli.
Hasil kayu dari kayu bulat dapat bervariasi. Itu semua tergantung pada jenis kayu asli yang digunakan oleh penggergajian kayu. Langkah-langkah khusus untuk meningkatkan efisiensi memungkinkan Anda mendapatkan persentase yang lebih besar daripada yang mungkin, namun untuk ini Anda harus memiliki pengalaman.