ในกระบวนการสร้างแบบจำลองที่ควบคุมด้วยคลื่นวิทยุ โดยเฉพาะอย่างยิ่งในเรือรบ จำเป็นต้องตัดเกลียวเกือบทุกครั้ง เนื่องจากมีการเชื่อมต่อที่ถอดออกได้จำนวนมาก
วันนี้ฉันต้องการบอกและแสดงตัวอย่างวิธีการทำ ในการเริ่มต้น ต้องบอกว่าด้ายอยู่ทางขวาและทางซ้าย มีเส้นผ่านศูนย์กลางและระยะพิทช์ เกลียวขวายกทวนเข็มนาฬิกา และทางซ้ายหนึ่งตามเข็มนาฬิกา จากนี้ไปชื่อจะสอดคล้องกับทิศทางการบิดของผลิตภัณฑ์ เกลียวเมตริกระบุด้วยตัวอักษร "M" ตามด้วยตัวเลขระบุเส้นผ่านศูนย์กลาง และค่าหลังเครื่องหมาย "x" ระบุระยะพิทช์ หากไม่ได้ระบุ แสดงว่ามีพิทช์หลักโดยนัย ซึ่งเป็นที่ต้องการสำหรับแต่ละรายการ เส้นผ่านศูนย์กลาง


หากจำเป็นต้องตัดเกลียวในรูก็ใช้ดอกต๊าปเพื่อทำงานเหล่านี้


เป็นสากลหรือสมบูรณ์ ซึ่งเป็นชุดเครื่องมือสองหรือสามชิ้นที่ทำงานสลับกัน: ขั้นแรก - การหยาบแล้ว - การเก็บผิวละเอียด


ด้วยการแตะแบบสากล งานทั้งหมดเสร็จสิ้นในครั้งเดียว ก่อนหน้านี้เจาะรูในตำแหน่งที่จำเป็นต้องทำการตัดภายใน เส้นผ่านศูนย์กลางของมันถูกเลือกตามตาราง


หากเจาะรูมากกว่านี้ การเชื่อมต่อจะไม่มีโปรไฟล์ที่สมบูรณ์และจะกลายเป็นคุณภาพต่ำ หากเส้นผ่านศูนย์กลางเล็กลง ก๊อกก็จะเคลื่อนที่ได้ยาก ซึ่งอาจนำไปสู่การติดขัดและการแตกหัก โดยเฉพาะอย่างยิ่งในวัสดุแข็ง หลังจากเจาะแล้ว ด้ามสี่เหลี่ยมจะยึดเข้ากับประแจอย่างแน่นหนาและมีการหล่อลื่นอย่างดี เช่น ใส่จาระบีเข้าไปในรู จากนั้นหมุนปุ่มอย่างราบรื่นโดยหมุนไปข้างหน้าสองรอบและเลี้ยวกลับครึ่งทางจะทำการตัด ทุก ๆ 4-5 รอบการหมุนก๊อกจะถูกลบออกชิปจะถูกลบออกและหลังจากการหล่อลื่นจะดำเนินการซ้ำ

บางครั้งจำเป็นต้องคืนหรือตัดเกลียวบนแกน สตั๊ด โบลต์ หรือเพลา สำหรับสิ่งนี้จะใช้จาน ต่างจากการตัดเป็นรูตรงที่งานทั้งหมดเสร็จในครั้งเดียว


ปลายด้านหนึ่งของแกนยึดแน่นดี เช่น คีมจับ ในอันที่สองในรูปแบบของกรวยและหล่อลื่นอย่างดีเป็นไปได้ด้วยน้ำมันที่เป็นของแข็งมีการติดตั้งดายจับยึดเข้ากับลูกบิด จากนั้นปุ่มจะหมุนด้วยการเคลื่อนไหวที่ราบรื่น และทุกๆ ครึ่งรอบ ขอแนะนำให้หมุนเครื่องมือกลับเล็กน้อยเพื่อขจัดเศษ การหล่อลื่นที่ดีช่วยให้เคลื่อนย้ายได้ง่าย และป้องกันการทื่อของพื้นผิวการทำงานของเครื่องมือก่อนเวลาอันควร
สำหรับการตัดเกลียวบนเพลาจะใช้ "อุปกรณ์" ดังกล่าว

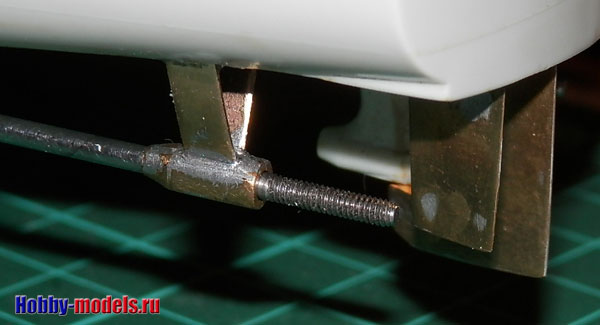
มันทำงานเป็นแนวทาง เนื่องจากเป็นการยากที่จะกำหนดไดย์อย่างแม่นยำ แม้กระทั่งบนกรวย และตัดเกลียวให้อยู่ตรงกลาง เจาะรูที่มีเส้นผ่านศูนย์กลางเพลาในส่วนบางของ "ปรับ" ในกรณีของเรา 2 มม. ในส่วนหนา เครื่องมือจะยึดกับ M2 ระหว่างการใช้งาน ชิ้นส่วนบาง ๆ จะถูกวางบนเพลาแล้วจึงทำการตัด คู่มือนี้ช่วยให้ดายสามารถเคลื่อนที่ได้อย่างแม่นยำตรงกลางเพลา รายละเอียดดังกล่าวทำขึ้นบนเครื่องกลึงสำหรับแต่ละส่วนของเพลา
คำถามเกี่ยวกับวิธีการตัดเกลียวด้วยการต๊าปเกิดขึ้นเมื่อต้องเตรียมรูที่ทำไว้ล่วงหน้าเพื่อรองรับโบลต์ สกรู สตั๊ด และสกรูเกลียวแบบอื่นๆ มันคือก๊อกในสถานการณ์เช่นนี้ซึ่งเป็นเครื่องมือหลักที่ช่วยให้คุณตัดเกลียวภายในได้อย่างรวดเร็วและแม่นยำด้วยพารามิเตอร์ทางเรขาคณิตที่ต้องการ
พันธุ์และขอบเขตของก๊อก
การกลึงเกลียวในสามารถทำได้ด้วยตนเองหรือใช้เครื่องจักรประเภทต่างๆ (การเจาะ การกลึง ฯลฯ) เครื่องมือทำงานที่ทำงานหลักในการตัดเกลียวในคือต๊าปเครื่องหรือต๊าปเครื่อง
ดอกต๊าปแบ่งออกเป็นประเภทต่าง ๆ ขึ้นอยู่กับพารามิเตอร์จำนวนหนึ่ง หลักการต่อไปนี้สำหรับการจำแนกประเภทก๊อกเป็นที่ยอมรับโดยทั่วไป
- ตามวิธีการหมุนจะแยกความแตกต่างระหว่างคู่มือเครื่องจักรและดอกต๊าปเครื่องโดยใช้การตัดเกลียวภายใน ต๊าปมือเครื่องที่มีด้ามสี่เหลี่ยมถูกนำมาใช้ในชุดที่มีอุปกรณ์พิเศษที่มีมือจับสองอัน ด้วยความช่วยเหลือของอุปกรณ์ดังกล่าว การแตะจะหมุนและตัดด้าย การกลึงเกลียวด้วยดอกต๊าปแบบเครื่องจักรนั้นดำเนินการกับเครื่องตัดโลหะประเภทต่างๆ โดยใช้หัวจับซึ่งเครื่องมือดังกล่าวได้รับการแก้ไขแล้ว
- ตามวิธีการตัดเกลียวภายในจะแยกความแตกต่างสากล (ผ่าน) และต๊าปทั้งหมด ส่วนการทำงานของอดีตแบ่งออกเป็นหลายส่วนซึ่งแต่ละส่วนแตกต่างจากส่วนอื่นในพารามิเตอร์ทางเรขาคณิต ส่วนของชิ้นงานซึ่งเริ่มมีปฏิสัมพันธ์กับพื้นผิวกลึงก่อน ทำการกัดหยาบ ส่วนที่สอง - กลาง และส่วนที่สาม ตั้งอยู่ใกล้กับด้าม - การเก็บผิวละเอียด การทำเกลียวด้วยการต๊าปที่สมบูรณ์ต้องใช้เครื่องมือหลายอย่าง ดังนั้น หากชุดประกอบด้วยดอกต๊าปสามชุด ก๊อกแรกมีไว้สำหรับการกัดหยาบ ชุดที่สองสำหรับระดับกลาง และชุดที่สามสำหรับการเก็บผิวละเอียด ตามกฎแล้ว ชุดดอกต๊าปสำหรับตัดเกลียวที่มีเส้นผ่านศูนย์กลางที่แน่นอนประกอบด้วยเครื่องมือสามชิ้น แต่ในบางกรณี เมื่อมีการประมวลผลผลิตภัณฑ์ที่ทำจากวัสดุแข็งโดยเฉพาะ สามารถใช้ชุดที่ประกอบด้วยเครื่องมือห้าชิ้นได้
- ตามประเภทของรูบนพื้นผิวด้านในที่จำเป็นต้องตัดเกลียว มีก๊อกสำหรับรูทะลุและรูตัน เครื่องมือสำหรับการประมวลผลผ่านรูมีลักษณะเป็นปลายทรงกรวยยาว (เข้า) ซึ่งผ่านเข้าไปในส่วนการทำงานได้อย่างราบรื่น การออกแบบดังกล่าวมักใช้สำหรับก๊อกแบบสากล กระบวนการตัดเกลียวภายในในรูตันนั้นใช้ดอกต๊าป ซึ่งปลายทรงกรวยจะถูกตัดออกและทำหน้าที่เหมือนหัวกัดทั่วไป การออกแบบดอกต๊าปนี้ทำให้คุณสามารถตัดเกลียวได้จนถึงระดับความลึกทั้งหมดของรูตัน สำหรับการกลึงเกลียวประเภทนี้ตามกฎแล้วจะใช้ชุดก๊อกซึ่งใช้ประแจขันด้วยมือ
- ตามการออกแบบของชิ้นงาน ก๊อกสามารถใช้กับร่องกำจัดเศษแบบตรง แบบเกลียว หรือแบบสั้นก็ได้ โปรดทราบว่าดอกต๊าปที่มีร่องประเภทต่างๆ สามารถใช้สำหรับการตัดเกลียวในผลิตภัณฑ์ที่ทำจากวัสดุที่ค่อนข้างอ่อน - คาร์บอน โลหะผสมเหล็กที่มีโลหะผสมต่ำ ฯลฯ หากจำเป็นต้องตัดด้ายในส่วนที่แข็งมากหรือ วัสดุที่มีความหนืด (สแตนเลส, เหล็ก, ฯลฯ ) จากนั้นจึงใช้ก๊อกเพื่อจุดประสงค์เหล่านี้องค์ประกอบการตัดซึ่งจัดเรียงในรูปแบบกระดานหมากรุก

ดอกต๊าปมักใช้สำหรับตัดเกลียวเมตริก แต่มีเครื่องมือสำหรับตัดท่อและเกลียวตัวเมียนิ้ว นอกจากนี้ ก๊อกยังมีรูปร่างที่แตกต่างกันไปตามพื้นผิวการทำงาน ซึ่งอาจเป็นรูปทรงกระบอกหรือทรงกรวย
การเตรียมเกลียวใน
เพื่อให้กระบวนการตัดเกลียวในด้วยการแตะไม่ทำให้เกิดปัญหาใด ๆ และจบลงด้วยผลลัพธ์ที่มีคุณภาพ จำเป็นต้องเตรียมการอย่างเหมาะสมสำหรับการดำเนินการทางเทคโนโลยีนี้ วิธีการทั้งหมดของการร้อยด้ายด้วยการต๊าปถือว่ามีรูที่มีเส้นผ่านศูนย์กลางที่เหมาะสมในชิ้นงานแล้ว หากเกลียวในที่จะตัดมีขนาดมาตรฐาน สามารถใช้ตารางพิเศษที่มีข้อมูล GOST เพื่อกำหนดเส้นผ่านศูนย์กลางของรูเตรียมได้

ตารางที่ 1. เส้นผ่านศูนย์กลางรูสำหรับเกลียวเมตริกมาตรฐาน
ในกรณีที่ด้ายที่จะตัดไม่อยู่ในหมวดหมู่มาตรฐาน เส้นผ่านศูนย์กลางของรูสำหรับการดำเนินการสามารถคำนวณได้โดยใช้สูตรสากล ประการแรก จำเป็นต้องศึกษาการทำเครื่องหมายของต๊าป ซึ่งจำเป็นต้องระบุถึงประเภทของเกลียวที่กำลังตัด เส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียว ซึ่งวัดเป็นมิลลิเมตร (สำหรับหน่วยเมตริก) จากนั้น เพื่อกำหนดขนาดของหน้าตัดของรูที่จะเจาะสำหรับเกลียว ก็เพียงพอที่จะลบระยะพิทช์ออกจากเส้นผ่านศูนย์กลาง ตัวอย่างเช่น หากใช้เครื่องมือที่มีเครื่องหมาย M6x0.75 ในการตัดเกลียวในที่ไม่ได้มาตรฐาน เส้นผ่านศูนย์กลางของรูเตรียมจะถูกคำนวณดังนี้ 6 - 0.75 \u003d 5.25 มม.
สำหรับเกลียวมาตรฐานที่อยู่ในหมวดนิ้ว ยังมีตารางที่ให้คุณเลือกดอกสว่านที่เหมาะสมกับงานเตรียมการได้
ตารางที่ 2. เส้นผ่านศูนย์กลางรูสำหรับเกลียวนิ้ว
สิ่งสำคัญสำหรับการได้ผลลัพธ์คุณภาพสูงคือคำถามที่ไม่เพียงแต่จะตัดเกลียวด้วยอะไรเท่านั้น แต่ยังรวมถึงการเจาะรูเพื่อเตรียมการด้วย เมื่อเลือกสว่าน จำเป็นต้องใส่ใจกับพารามิเตอร์และคุณภาพของการลับคม รวมทั้งต้องหมุนในหัวจับของอุปกรณ์ที่ใช้โดยไม่กระแทก
มุมลับคมของชิ้นส่วนตัดจะถูกเลือกขึ้นอยู่กับความแข็งของวัสดุที่จะเจาะ ยิ่งวัสดุมีความแข็งสูงเท่าไร มุมลับของดอกสว่านก็จะยิ่งมากขึ้นเท่านั้น แต่ค่านี้ไม่ควรเกิน 140 °

วิธีการตัดด้ายอย่างถูกต้อง? ก่อนอื่นคุณต้องหยิบเครื่องมือและอุปกรณ์:
- สว่านไฟฟ้าหรือเครื่องเจาะที่ทำงานด้วยความเร็วต่ำ
- สว่านเส้นผ่านศูนย์กลางที่คำนวณหรือเลือกตามตารางอ้างอิง
- สว่านหรือเคาเตอร์ซิงค์ที่จะลบมุมลบมุมจากขอบของรูที่เตรียมไว้
- ชุดก๊อกที่มีขนาดเหมาะสม
- ที่จับสำหรับก๊อก (ลูกบิด);
- คีมจับแบบตั้งโต๊ะ (หากต้องจับยึดผลิตภัณฑ์ที่จะตัดด้าย)
- แกน;
- ค้อน;
- น้ำมันเครื่องหรือองค์ประกอบอื่น ๆ ซึ่งในระหว่างกระบวนการแปรรูปจำเป็นต้องหล่อลื่นทั้งดอกต๊าปและส่วนเกลียวที่ถูกตัด
- ผ้าขี้ริ้ว

คุณสมบัติทางเทคโนโลยี
เมื่อตัดเกลียวภายในด้วยการต๊าป จะใช้อัลกอริธึมต่อไปนี้
- ในตำแหน่งบนพื้นผิวของชิ้นงานที่จะเจาะรูสำหรับทำเกลียว จำเป็นต้องสร้างส่วนเว้าเพื่อให้เข้าดอกสว่านได้แม่นยำยิ่งขึ้นโดยใช้แกนและค้อนทั่วไป ดอกสว่านได้รับการแก้ไขในหัวจับของสว่านไฟฟ้าหรือเครื่องเจาะซึ่งมีการตั้งค่าความเร็วรอบต่ำของเครื่องมือ ก่อนเริ่มการเจาะ ส่วนที่ตัดของดอกสว่านจะต้องได้รับการเคลือบด้วยสารหล่อลื่น: เครื่องมือที่หล่อลื่นจะเข้าสู่โครงสร้างของวัสดุที่กำลังดำเนินการได้ง่ายขึ้น และสร้างแรงเสียดทานน้อยลงในพื้นที่การประมวลผล คุณสามารถหล่อลื่นสว่านด้วยน้ำมันหมูหรือจาระบีธรรมดา และเมื่อทำการแปรรูปวัสดุที่มีความหนืด น้ำมันเครื่องจะถูกใช้เพื่อจุดประสงค์นี้
- หากจำเป็นต้องตัดด้ายเป็นชิ้นเล็ก ๆ ควรทำการแก้ไขล่วงหน้าโดยใช้คีมหนีบสำหรับสิ่งนี้ เมื่อเริ่มเจาะ เครื่องมือที่จับจ้องอยู่ในหัวจับอุปกรณ์ต้องอยู่ในตำแหน่งแนวตั้งฉากกับพื้นผิวของชิ้นงานอย่างเคร่งครัด คุณควรหล่อลื่นก๊อกน�้าอย่างสม่ำเสมอ และไม่บิดงอและเคลื่อนไปในทิศทางที่กำหนดอย่างเคร่งครัด
- ที่ทางเข้ารูดังที่กล่าวไว้ข้างต้นจำเป็นต้องลบมุมซึ่งความลึกควรอยู่ที่ 0.5–1 มม. (ขึ้นอยู่กับเส้นผ่านศูนย์กลางของรู) เพื่อจุดประสงค์นี้ คุณสามารถใช้ดอกสว่านหรือดอกเคาเตอร์ซิงค์ที่มีเส้นผ่านศูนย์กลางใหญ่กว่าได้โดยติดตั้งไว้ในหัวจับของอุปกรณ์เจาะ
- ขั้นตอนการตัดเกลียวในเริ่มต้นด้วยการต๊าป # 1 ซึ่งเป็นขั้นตอนแรกที่ติดตั้งในลูกบิด เราไม่ควรลืมสารหล่อลื่นซึ่งต้องใช้กับก๊อกเพื่อทำเกลียว ตำแหน่งของต๊าปที่สัมพันธ์กับรูที่จะทำการกลึงจะต้องตั้งไว้ที่จุดเริ่มต้นการทำงาน เนื่องจากในภายหลังเมื่อเครื่องมืออยู่ในรูอยู่แล้ว การทำงานนี้จะไม่ทำงาน เมื่อตัดเกลียวด้วยการต๊าปจำเป็นต้องปฏิบัติตามกฎต่อไปนี้: หมุนก๊อก 2 รอบในทิศทางของเกลียว 1 - ตรงข้ามกับหลักสูตร เมื่อต๊าปหมุนไปหนึ่งรอบ เศษจะหลุดออกจากส่วนตัดและภาระที่มันลดลง การทำเกลียวด้วยแม่พิมพ์ทำได้โดยใช้เทคนิคที่คล้ายกัน
- เมื่อตัดเกลียวด้วยการแตะหมายเลข 1 เครื่องมือหมายเลข 2 จะถูกติดตั้งในลูกบิดและหลังจากนั้น - หมายเลข 3 พวกมันถูกประมวลผลตามวิธีการที่อธิบายไว้ข้างต้น เมื่อทำการเกลียวด้วยดอกต๊าปและดาย คุณจะต้องรู้สึกว่าเครื่องมือเริ่มหมุนด้วยแรงเมื่อใด ทันทีที่ช่วงเวลาดังกล่าวมาถึง คุณควรหมุนปุ่มในทิศทางตรงกันข้ามเพื่อโยนเศษออกจากส่วนตัดของเครื่องมือ

ในการตัดเกลียวในเป็นชิ้นส่วน คุณต้องเจาะรูก่อน ขนาดไม่เท่ากับเส้นผ่านศูนย์กลางของเกลียว แต่ควรเล็กกว่าเล็กน้อย คุณสามารถหาเส้นผ่านศูนย์กลางของดอกสว่านสำหรับเกลียวในตารางพิเศษ แต่สำหรับสิ่งนี้ คุณจำเป็นต้องทราบประเภทของเกลียวด้วย
การตั้งค่าหลัก
- เส้นผ่านศูนย์กลาง (D);
- ขั้นตอน (P) - ระยะทางจากเลี้ยวหนึ่งไปอีกทางหนึ่ง
ถูกกำหนดโดย GOST 1973257-73 ก้าวใหญ่ถือว่าเป็นเรื่องปกติ แต่มีขั้นตอนที่เล็กกว่าหลายก้าว ระยะพิทช์ขนาดเล็กจะใช้กับผลิตภัณฑ์ที่มีผนังบาง (ท่อที่มีผนังบาง) พวกเขายังเลี้ยวเล็กน้อยหากเธรดที่ใช้เป็นวิธีการปรับพารามิเตอร์ใด ๆ นอกจากนี้ยังมีขั้นตอนเล็ก ๆ ระหว่างการหมุนเพื่อเพิ่มความหนาแน่นของการเชื่อมต่อและเพื่อเอาชนะปรากฏการณ์การคลายเกลียวของชิ้นส่วนเอง ในกรณีอื่นๆ ขั้นมาตรฐาน (ใหญ่) จะถูกตัดออก

เกลียวมีหลายประเภท เนื่องจากแต่ละเกลียวมีลักษณะการก่อตัวเป็นของตัวเอง เส้นผ่านศูนย์กลางของรูเกลียวในแต่ละกรณีจึงแตกต่างกัน ทั้งหมดสะกดใน GOST แต่ส่วนใหญ่มักใช้เธรดเมตริกสามเหลี่ยมและเมตริกรูปกรวย เราจะพูดถึงพวกเขาต่อไป
เรามักจะเห็นเกลียวสามเหลี่ยมบนสลักเกลียวและตัวยึดอื่นๆ ที่คล้ายคลึงกัน เกลียวรูปกรวยบนผลิตภัณฑ์ระบบประปาส่วนใหญ่ที่ต้องใช้การเชื่อมต่อแบบถอดได้
การแข่งขัน
สำหรับการร้อยด้วยมือของคุณเองจะใช้อุปกรณ์ขนาดเล็ก:

อุปกรณ์ทั้งหมดเหล่านี้ทำจากโลหะผสมซึ่งมีความแข็งแรงและทนต่อการเสียดสีเพิ่มขึ้น ร่องและร่องถูกนำไปใช้กับพื้นผิวโดยใช้ภาพสะท้อนบนชิ้นงาน
มีการทำเครื่องหมายก๊อกหรือดาย - พวกเขามีจารึกระบุประเภทของเธรดที่อุปกรณ์นี้ตัด - เส้นผ่านศูนย์กลางและระยะพิทช์ พวกเขาจะใส่เข้าไปในที่จับ - ลูกบิดและที่ยึดดาย - ยึดด้วยสกรู หนีบเครื่องมือทำเกลียวในที่จับ ใส่ / ใส่เข้าไปในตำแหน่งที่คุณต้องการทำการเชื่อมต่อแบบถอดได้ การเลื่อนอุปกรณ์จะเกิดการหมุน ขึ้นอยู่กับว่าอุปกรณ์ถูกตั้งค่าอย่างถูกต้องเมื่อเริ่มงานหรือไม่ว่าผลัดกัน "นอนราบ" เท่ากันหรือไม่ ดังนั้น ให้เลี้ยวครั้งแรกโดยพยายามรักษาโครงสร้างให้สม่ำเสมอ หลีกเลี่ยงการเปลี่ยนเกียร์และการบิดเบี้ยว หลังจากผ่านไปสองสามรอบ กระบวนการจะง่ายขึ้น
คุณสามารถตัดเกลียวที่มีเส้นผ่านศูนย์กลางขนาดเล็กหรือขนาดกลางได้ด้วยตนเอง ประเภทที่ซับซ้อน (สองและสามทาง) หรือการทำงานกับเส้นผ่านศูนย์กลางขนาดใหญ่ด้วยมือไม่สามารถทำได้ - ต้องใช้ความพยายามมากเกินไป เพื่อจุดประสงค์เหล่านี้ มีการใช้อุปกรณ์ยานยนต์พิเศษบนเครื่องกลึงที่มีก๊อกและดายติดอยู่
วิธีการตัดอย่างถูกต้อง
คุณสามารถร้อยด้ายโลหะและโลหะผสมได้เกือบทุกชนิด เช่น เหล็ก ทองแดง อลูมิเนียม เหล็กหล่อ บรอนซ์ ทองเหลือง ฯลฯ ไม่แนะนำให้ทำด้วยเหล็กร้อน - แข็งเกินไป มันจะพังระหว่างการใช้งานและจะไม่สามารถบรรลุผลัดกันคุณภาพสูง ซึ่งหมายความว่าการเชื่อมต่อจะไม่น่าเชื่อถือ

เครื่องมือสำหรับงาน
การฝึกอบรม
จำเป็นต้องทำงานกับโลหะที่สะอาด - ขจัดสนิม ทราย และสารปนเปื้อนอื่นๆ จากนั้นจะต้องหล่อลื่นสถานที่ที่จะใช้ด้าย (ยกเว้นเหล็กหล่อและทองแดง - จะต้องทำงาน "แห้ง") มีอิมัลชันพิเศษสำหรับหล่อลื่น แต่ถ้าไม่มี ก็สามารถใช้สบู่แช่ได้ คุณยังสามารถใช้สารหล่อลื่นอื่นๆ:

คุณมักจะได้ยินคำแนะนำในการใช้เครื่องจักรหรือน้ำมันแร่หรือแม้แต่น้ำมันหมูเมื่อทำการเกลียว พวกเขาทำงานได้ดี แต่ผู้เชี่ยวชาญบอกว่าไม่ควรทำเช่นนี้ - เศษจะยึดติดกับสารหนืดซึ่งจะทำให้ก๊อกหรือตายสึกหรออย่างรวดเร็ว
ขั้นตอนการหั่น
เมื่อตัดเกลียวภายนอก ดายจะถูกวางในแนวตั้งฉากกับพื้นผิวของท่อหรือแกนอย่างเคร่งครัด ระหว่างการใช้งานไม่ควรกระดิกมิฉะนั้นผลัดจะกลายเป็นไม่สม่ำเสมอและการเชื่อมต่อจะน่าเกลียดและไม่น่าเชื่อถือ รอบแรกมีความสำคัญอย่างยิ่ง ขึ้นอยู่กับว่าพวกเขา "นอนราบ" อย่างไรว่าการเชื่อมต่อจะเบ้หรือไม่
โดยการใช้เกลียวใน ชิ้นงานจะยึดอยู่กับที่ หากเป็นชิ้นเล็กๆ สามารถหนีบด้วยคีมจับได้ หากจานมีขนาดใหญ่ ตรวจสอบให้แน่ใจว่าไม่มีการเคลื่อนที่โดยใช้วิธีการที่มีอยู่ เช่น ยึดด้วยเหล็กเส้น เอ็ม
ต๊าปถูกเสียบเข้าไปในรูโดยให้แกนขนานกับแกนของรู ด้วยความพยายามทีละน้อยทีละน้อยพวกเขาเริ่มบิดไปในทิศทางที่กำหนด ทันทีที่คุณรู้สึกว่าความต้านทานเพิ่มขึ้น ให้คลายเกลียวก๊อกกลับแล้วทำความสะอาดเศษ หลังจากทำความสะอาดแล้ว กระบวนการจะดำเนินต่อไป

ขั้นตอนการหั่นเป็นภาพ
เมื่อทำการร้อยเกลียวในรูตัน ความลึกควรมากกว่าที่กำหนดเล็กน้อย - ส่วนที่เกินนี้ควรรวมปลายก๊อกด้วย หากเป็นไปไม่ได้ในเชิงโครงสร้าง ทิปจะถูกตัดออกจากก๊อก ในขณะเดียวกันก็ไม่เหมาะสำหรับการดำเนินการต่อไป แต่ไม่มีทางออกอื่น
เพื่อให้ผลัดออกมามีคุณภาพสูง ใช้ดอกต๊าปหรือดอกกัดสองดอก - การกัดหยาบและการเก็บผิวละเอียด รอบแรกเป็นการผ่านแบบคร่าวๆ ครั้งที่สองคือการผ่านเข้าเส้นชัย นอกจากนี้ยังมีอุปกรณ์ทำเกลียวแบบรวม ช่วยให้คุณทำทุกอย่างได้ในครั้งเดียว
เคล็ดลับที่ใช้งานได้จริงอีกข้อ: เพื่อไม่ให้เศษออกจากพื้นที่ทำงาน เมื่อทำการตัด ให้หมุนหนึ่งรอบเต็มตามเข็มนาฬิกา จากนั้นครึ่งรอบทวนเข็มนาฬิกา หลังจากนั้นเครื่องมือจะกลับไปที่ตำแหน่งที่หยุดและทำการปฏิวัติอีกครั้ง ดังนั้นต่อไปตามความยาวที่ต้องการ
ตารางการเลือกเส้นผ่านศูนย์กลางดอกสว่าน
เมื่อทำเกลียวใน จะมีการเจาะรูไว้ล่วงหน้าด้านล่าง มันไม่เท่ากับเส้นผ่านศูนย์กลางของเกลียว เนื่องจากในระหว่างการตัด วัสดุบางส่วนจะไม่ถูกลบออกในรูปแบบของเศษไม้ แต่ถูกบีบออก จะเพิ่มขนาดของส่วนที่ยื่นออกมา ดังนั้นก่อนนำไปใช้จำเป็นต้องเลือกเส้นผ่านศูนย์กลางของดอกสว่านสำหรับเกลียว สามารถทำได้ในตาราง พวกมันมีไว้สำหรับเธรดแต่ละประเภท แต่เราจะให้เธรดที่ได้รับความนิยมมากที่สุด - เมตริก, นิ้ว, ไปป์
| ด้ายเมตริก | ด้ายนิ้ว | เกลียวท่อ | |||||
|---|---|---|---|---|---|---|---|
| เส้นผ่านศูนย์กลางเกลียว นิ้ว | ระยะเกลียว mm | เส้นผ่านศูนย์กลางของสว่าน mm | เส้นผ่านศูนย์กลางเกลียว นิ้ว | ระยะเกลียว mm | เส้นผ่านศูนย์กลางของสว่าน mm | เส้นผ่านศูนย์กลางเกลียว นิ้ว | เส้นผ่านศูนย์กลางรูเกลียว mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
เป็นอีกครั้งที่เราให้ความสนใจกับความจริงที่ว่าเส้นผ่านศูนย์กลางของดอกสว่านสำหรับการกลึงเกลียวนั้นกำหนดไว้สำหรับเกลียวขนาดใหญ่ (เกลียวมาตรฐาน)
ตารางเส้นผ่านศูนย์กลางแกนสำหรับเกลียวนอก
เมื่อทำงานกับเกลียวนอก สถานการณ์จะคล้ายกันมาก - ส่วนหนึ่งของโลหะถูกบีบออกและไม่ถูกตัดออก ดังนั้นเส้นผ่านศูนย์กลางของแกนหรือท่อที่ใช้เกลียวควรเล็กกว่าเล็กน้อย แม่นยำแค่ไหน - ดูตารางด้านล่าง
| เส้นผ่านศูนย์กลางเกลียว mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| เส้นผ่านศูนย์กลางของแท่ง, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
ข้อต่อของชิ้นส่วนโครงสร้างเกิดขึ้นโดยใช้สลักเกลียว สกรู และสตั๊ด ซึ่งจะมีเกลียวนอกและเกลียวในแบบพิเศษ การเชื่อมต่อดังกล่าวเรียกว่าถอดออกได้ สลักเกลียว สกรู และกระดุมเป็นแท่งทรงกระบอกที่มีเกลียวเกลียว กระบวนการตัดเกลียวดำเนินการทั้งแบบกลไกและแบบแมนนวลบนเครื่องจักรที่มีเครื่องมือพิเศษ
วิธีการประมวลผล
เธรดภายในใช้กับก๊อก ภายนอก- ลูกเต๋า ต๊าปมีรูปร่างเหมือนสกรู โดยมีร่องที่ปลายสกรูเพื่อให้เศษหลุดออกไปในกระบวนการ แม่พิมพ์ในรูปทรงเรขาคณิตคล้ายกับน็อต สามารถตัดเกลียวได้ขนาดเส้นผ่านศูนย์กลางสูงสุด 52 มม. มีทั้งแบบกลม สี่เหลี่ยม หกเหลี่ยม และปริซึมคุณสมบัติของเกลียวใน
เธรดเป็นวิธีการเชื่อมต่อสองส่วนที่เชื่อถือได้ ตัวบ่งชี้นี้จะเพิ่มขึ้นอย่างมากหากเธรดอยู่ภายใน ตัด ก๊อก– การกำจัดวัสดุโลหะโดยใช้คมตัดที่มีระยะพิทช์ต่างกัน การดำเนินการจะดำเนินการในครั้งเดียว นักดาบแบ่งออกเป็น: ช่างทำกุญแจ (เกลียวเมตริกและนิ้ว), น็อต, มดลูกและแกะทั้งนี้ขึ้นอยู่กับวัตถุประสงค์ ตามประเภทของเกลียว - ซ้ายเพื่อสร้างเกลียวซ้ายและขวาตามลำดับวิธีการกรีด
เกลียวในใช้กับต๊าปซึ่งทำจากคาร์บอนหรือเหล็กกล้าอัลลอยด์สูง เครื่องมือนี้ประกอบด้วยด้ามที่ติดกับหัวจับแก้วและพื้นที่ทำงาน ซึ่งเป็นส่วนตัดที่มีร่องตามยาวและเป็นเกลียว ส่วนขาเข้า - ส่วนบนของกรวยทำงานเกลียว ส่วนสอบเทียบ - ปรับเทียบทิศทางของกระบวนการ กฎทั่วไปของการทำงาน:- ไม่แนะนำให้ใช้ด้ายกับผลิตภัณฑ์ที่ทำโดยการหล่อหรือปั๊มทันที จำเป็นต้องเจาะรูล่วงหน้าเพื่อขจัดเขม่าและตะกรัน
- บนเครื่องเจาะ ต้องจับดอกต๊าปไว้ในหัวจับแบบพลิกกลับได้เพื่อไม่ให้เกิดการแตกหัก
- การลบมุมบังคับในสถานที่เหล่านั้นที่มีการวางแผนงาน

วิธีการตัดกลึง
ปัญหาหลักในการใช้ดอกต๊าปคือการขจัดเศษในรูขนาด 6 มม. และมากกว่า 16 มม. เนื่องจากมีพื้นที่จำกัด การขจัดเศษจึงทำได้ยาก ซึ่งอาจทำให้เครื่องมือแตกหักได้ สำหรับเครื่องจักรประเภทกลึง เกลียวจะใช้หัวกัดคว้านและเม็ดมีดคาร์ไบด์ที่มีโปรไฟล์ทั้งหมดหรือบางส่วนคุณสมบัติของเกลียวนอก
ด้ายเป็นร่องของรูปทรงเรขาคณิตต่างๆ ตัดด้วยเครื่องมือพิเศษ - ดาย คัตเตอร์ด้าย ต๊าป และล้อเจียร ใช้เกลียวทั้งแบบใช้มือและด้วยเครื่องกลึงและเครื่องตัดวิธีการตัดด้วยดายและต๊าป
ต๊าป - สกรูที่มีร่องตรงและเป็นเกลียว ออกแบบมาสำหรับการตัดเกลียวใน วิธีการตัดแบบแมนนวลต้องใช้ 3 ก๊อก: แบบหยาบ สำหรับการร้อยด้ายเบื้องต้น ปานกลาง และละเอียด วิธีการตัดด้วยเครื่องจะดำเนินการกับเครื่องกลึงและเครื่องกัด ดายมีรูปร่างและลักษณะคล้ายกับน็อต ด้านในของเครื่องมือมีฟันตัดรูปทรงกรวยสำหรับตัดเกลียวนอก รูปร่างมีความโดดเด่น - กลมสี่เหลี่ยมและหกเหลี่ยม ตามอุปกรณ์ - แข็งแยกและเลื่อน เพื่อให้แม่พิมพ์ผ่านชิ้นส่วนได้โดยไม่มีสิ่งกีดขวาง จำเป็นต้องลบมุมวิธีการกลึง
ในการผลิต ด้ายถูกตัดโดยใช้เครื่องกลึงและเครื่องมือพิเศษ - เครื่องตัดด้าย สำหรับแต่ละผลิตภัณฑ์ จะมีการตั้งค่าตัวบ่งชี้ระยะพิทช์เป็นเกลียว โดยกำหนดโดยการวัดระยะห่างระหว่างวงเลี้ยวที่อยู่ติดกัน ชิ้นส่วนถูกวางลงในเครื่องกลึง ในขณะที่หมุนชิ้นงาน หัวกัดจะเคลื่อนที่ไปตามแกนทั้งหมด ทำให้เกิดพื้นผิวเป็นเกลียว หัวกัดเกลียวตามคุณสมบัติการออกแบบแบ่งออกเป็น: ปริซึม, ก้านและกลม / ดิสก์ โพรไฟล์เกลียวที่ใช้เป็นรูปสามเหลี่ยม สี่เหลี่ยม สี่เหลี่ยมคางหมู แทง และทรงกลม
คุณสมบัติของท่อเกลียว
ในการกลึงเกลียวท่อ มีการใช้ 3 แบบ: บนเครื่องกลึง ใช้ไดย์ หรือไดย์ไปป์ ในทางปฏิบัติ เธรดประเภทสามเหลี่ยมนั้นพบได้บ่อยที่สุด:- นิ้ว โดยมีหน่วยวัดเป็นนิ้ว เกลียวมีลักษณะพิเศษที่มีความแข็งแรงสูงเนื่องจากมีระยะพิทช์สูงและโปรไฟล์ที่ใหญ่ ใช้สำหรับท่อน้ำ
- เมตริก วัดเป็นมิลลิเมตร ใช้สำหรับรัดท่อ
สำหรับเครื่องกลึง กระบวนการมีโครงสร้างดังนี้: ท่อได้รับการแก้ไขในสปินเดิล จากนั้นตัดที่ไม่จำเป็นทั้งหมดออกด้วยเครื่องตัด เลือกขั้นตอนที่เหมาะสมและใช้เกลียว